感谢关注,这是我原创的第424篇经验分享。
由于工作原因,我经常有机会和各大塑胶厂的老板坐在一起喝茶聊天,分享他们对于市场的看法,也分析最新的技术和产品。
由于我调机经验丰富,也经常作为“排头兵”,活跃在生产一线,帮助解决实际问题。
昨天有几个朋友私信我:唐工,我看您分享了黄总的工厂(),但是感觉好不真实啊,我自己也是做这种类似产品的,不过感觉利润并没有多高啊!
实际上对一般的家用品来说,由于产品的设计寿命本来就不长,质量上优质和劣质的差异性较小,因此利润率成为了能不能赚钱的指标。
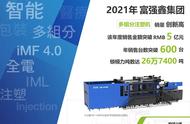
黄总的产品主要用于出口可能说明不了很多问题,今天就来说说义乌刘总的工厂吧,刘总家里总共只有4台注塑机,一个月居然能轻轻松松的赚12万元!
平均每台注塑机每天的利润都超过1000元,以现在塑料件的平均利润来看,确实是一个很不错的成绩了!

刘总做的这种脸盆,一般常用的为3个型号:28cm,36cm和42cm,其中36cm盆的销量最大。
产品主要特点就是能折叠,易收纳。

收纳时候的状态
其中折叠部分选用材料TPR,脸盆部分选用材料PP(聚丙烯)。
两种材料结合的方法,行业内常用的方案是使用二台注塑机分两次成型。(一般很少用双色机和双色模具,原因在于模具的价格翻了3倍,注塑机的价格翻了1倍半)
常用的36cm口径的脸盆一般重量在250g左右,一般每个脸盆的利润基本在0.5元左右。
普普通通的产品,一年能赚12万折叠脸盆其实不是什么新鲜的玩意了,但是今年的销量确实很大,在浙江台州生产这种脸盆的厂家一下子多了很多。
但是大部分工厂的利润率控制得比较差,单台注塑机一天的利润基本在400元左右,再除掉人工成本或者机械手折旧,赚得钱就少之又少了!
刘总做出这种差异的原因在于:
(1)产品的质量较好,一般这个产品容易产生两种材料的接缝处结合度比较差,易开裂。
要解决这个问题需要从以下三点入手:两幅模具的精准度如何;第一次注塑完成后,成品的收缩率如何;产品的内应力怎么样。
一般来说TPR材料的流动性比较好,在尺寸精度差异不大的情况下,一般结合度也较好。
(这个产品也做过很多改进,最早折叠部分使用的是硅胶,现在多用TPR)
(2)采用机械手取出和放入,节省人力成本
现在浙江的工人越来越难找了,特别是愿意加晚班的工人,而注塑机的利润高低和每天的产量极其相关。
像刘总的工厂使用机械手进行取出和放入,直接简化了人工产生的误差,提高的生产效率。(至于如何布置的机械手,这里只能先保密了,毕竟事关钱)
(3)单天产量
现在家居用品的利润都很薄,能不能赚钱更多地取决于每天的产量怎么样。
毕竟工厂一开工就要花钱,每天赚的钱,当然越多越好。
像这种壁厚在1mm左右的脸盆,同行一般的注塑周期在15秒左右(一个产品两部分组成,整体周期一般在25秒左右)
而使用快速机和机械手配合,能把成型周期控制在12秒左右,同样的机器,多赚一倍的产能。
文章的最后:提醒所有朋友,别人做能赚钱,你去做未必能赚钱,还是要从市场的角度出发,塑料行业是一个历史悠久的行业了,赚钱不再是捡钱那样简单,还要靠头脑和经验。
搜索“泰立注塑”,获得更多干货内容,助您产能翻倍,利润翻倍。
,