虽然PE管材目前的应用领域比较广泛,但是对于部分施工人员来说,对PE热熔液压焊机的了解却不够多,为了解决这个问题,台塑华亚芜湖小编今天就给大家详细介绍以下PE热熔液压焊机的分裂及操作方法!

首先我们先来了解一下热熔液压焊机的工作原理和作用:
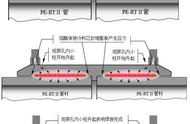
热熔对接的连接界面是平面,其方法是将两相同的连接界面用热板加热到粘流态后,移开热板,再给连接界面施加一定压力,并在此压力状态下冷却固化,形成牢固的连接。在加热对前,需要将待焊管道的两端口进行铣削,这样一是为使焊接面更加平整、二是为去掉端口表面的塑料氧化层使得同分子熔融更彻底。
其次,我们来看一下PE焊机的有哪几种:
1. 手动焊机:适用于160mm以下的管材、管件焊接,其优点呢是焊接方便、简单,缺点是焊接压力无法准确控制。
2. 热熔对接焊机:适用于110mm以上管材焊接,其优点呢是焊接时各焊接指数可精准操控,缺点是相比较手动焊机要笨重,搬运不方便。
3. 热熔承插焊机:适用于90mm以下小口径管材插接适用,注意需将焊接温度调节至220摄氏度,其优点呢是焊接方便、快速,缺点是焊接数值无法精准操控。
4. 电熔焊机:适用于PE燃气管材焊接、PE管材抢修、穿越管材连接,其优点呢是焊接方便、迅速,缺点是对施工环境要求较高。

PE热熔对接焊机操作步骤及注意事项:
1.在施工之前,机器都要有提前检查这一道工序哦,对接焊机也不例外,主要是检查以下几点:
a、检查焊机机架是否正常移动、电压是否正常。
b、调节使用压力。
c、加热板是否正常加热(接通电源前需擦拭干净)。
d、是否可正常保压、泄压。
e、液压油是否正常(油量在油箱容积的2/3以上,不宜过满)。
f、铣刀刀片是否可正常铣削。
g、设定好加热时间等数值。
2.检查完毕之后,如果机器设定好且没有任何问题之后,就可以进入正常的操作了,我们来看一下PE热熔对接焊机具体的操作步骤:
a、检查焊接各个部件是否运行正常。
b、清洁管材外表面、内外端口。
c、将两管材固定在焊机夹具上,测试拖动压力,并检查管材错口率,错口率以不超过管材壁厚的10%为宜。
d、放入铣刀,铣削两管材管端,整平两管管端并削除管材端面氧化层。
e、再次将两管管端对齐,检查错口率,错口率不超过管材壁厚度的10%;
f、放入加热板按照规定的加热温度和时间进行加热(管材的加热温度为220±10℃;加热时间根据管材厚度进行计算,为壁厚×10-13s);
g、放入加热板后,操纵液压系统,动夹具前进,使管材端面紧贴于加热板上;此时,继续加压,使管材端面均匀翻边(翻边目的在于使两端面充分加热,受热均匀),当翻边完成后,将液压系统卸压,开启计时器进入加热时间;
h、加热完成后,迅速取下加热板,操纵夹具,将两管连接,两管连接完成后形成均匀凸缘,翻边高度一致、宽度一致。同时保持液压系统压力,进入冷却时间,冷却时间为壁厚×1min。

PE热熔对接焊机的常见问题分析:
1、焊机上的油缸电机不工作,可能原因有:
a、检查是否已可靠接零。
b、检查电源输出线是否可靠接实。
2、机架无法正常移动,可能原因有:
a、更换方向阀。
b、调节系统压力。
c、更换快速接头。
d、泄压阀是否未关紧。
3、铣刀无法正常工作,可能原因有:
a、检查铣刀航空插头有无损坏。
b、检查铣刀链条是否完整。
4、加热板不热,可能原因有:
a、检查热电偶是否损坏。
b、检查加热板航空插头是否接触不良。