熔嘴式SES电渣焊熔嘴电渣焊是一种利用电流通过导电的液体熔渣所产生的电阻热作为热源使金属熔化的熔焊方法,是电渣焊的一种。该方法焊接较厚的工件,只要求工件边缘保持一定的装配问隙,不需要坡口,就可以一次成形,效率高;
丝极电渣焊机SESNET(Simplified Electroslag Welding Process with Nonconsumable Elevating Tip非消耗性电极导管上升式简易电熔渣)是采用焊丝为电极,焊丝通过非消耗的电渣焊枪和导电嘴送入渣池的电渣焊设备.主要用于钢结构垂直焊缝的高效焊接,特别适用于箱型柱和箱型梁隔板的焊接.

一、 适用范围
1.钢板厚度: 16~100mm
2.钢种: 低碳钢、低合金钢、中碳钢、耐火钢等
3.焊缝长度: 最大1280 mm (依赖于电渣焊枪长度)
4.焊缝结构: T 型焊缝和对接焊缝
二、特点
1、 由于采用细焊丝,高的电流密度使熔敷率高达140g/min,且焊缝一次成形,因而焊接效率高.
2、 摆动器的应用使单丝最大可焊板厚达100mm(其它厂家可焊板厚范围仅为16~65mm).
3、 特别设计的焊接电流检测控制系统由于和电流表指针无关,具有防震动、高精度和高可靠性的特点.
4、 容易操作.电渣焊枪根据预设电流自动提升,因此一个操作工同时能操控两台以上的机器.
5、 仅用焊丝作为填充材料,焊接成本低.
6、 极低的设备维护维修成本.采用市场上能大量提供的高性价比高可靠性元器件,尽量降低用户的最终使用成本.
7、 具有慢送丝引弧和收弧削熔球(FTT)功能,使引弧更加可靠,并省去了焊后剪焊丝端部熔球的工序.
8、 具有电机过载及短路保护功能,可以避免电机堵转和短路时损坏元件.
9、 具有三坐标位置调节、水平旋转、十字方向倾斜角度调节和焊丝十字校直功能,可以方便调节电渣焊枪位置、角度,使焊丝端部在焊枪轴线方向.
三、技术参数
1.额定焊接电流: 600A
2.额定焊接电压: 60V
3.额定负载持续率:100%
4.送丝速度:1.5~15m/min
5.电渣焊枪位置调节范围:垂直160mm
水平90mm
横向50mm
旋转角度360度
6.电渣焊枪提升速度:0~130mm/min
7.电渣焊枪倾斜角度调节:±3度在十字方向(X轴和Y轴)
8.电渣焊枪长度:600~1600mm(以100mm进阶)
9.摆动轨迹:往复直线运动
10.摆幅:0~100mm
11.摆动速度:0~1600mm/min
12.最大摆幅时的摆动频率:0~8回/min
13.摆动停止时间: 1~12s(左右分别可调)
四、熔嘴式SES 和丝极电渣焊SESNET的比较
1. 熔嘴式电渣焊和非熔化电极导管电渣焊主要用于钢结构箱形梁的内隔板焊接,
熔嘴电渣焊焊接的时候要用到Ф2.4m m 的焊丝,熔嘴和焊剂,熔嘴起导电的作用,将焊丝引入到焊接部位,同时也和焊丝一起熔化填充焊缝,熔嘴的表面是药皮,起绝缘作用,熔化时也起到冶金作用,比如细化晶体,可防止焊缝产生裂纹。
送丝速度,有电压控制;
电源匹配交流陡降特性的;
熔深形状:由于熔嘴是不动的,焊接接头熔深的形状是一个圆,其直径是由坡口一角到另一角加上熔深宽度构成的一条对角线;
2. 非熔化电极导管电渣焊焊接的时候只用到Ф1.6m m 的焊丝和焊剂,通过非熔化电极导管的水冷电渣焊枪将焊丝送至焊接部位。在焊接过程,电渣焊枪随着焊接熔池液面的上升而上升。电渣焊枪可重复使用,减低了焊接成本,使用非熔嘴电渣焊接技术的成本比使用熔嘴式电渣焊可以降低成本费用约20% 。。
送丝速度恒定,电流变化时熔嘴自动上升;
焊接速度是熔嘴的2倍;
熔嘴可以摆动焊接;
电源匹配直流恒压特性;
熔深形状:由于不熔化电极导管嘴是摆动的,焊接接头的熔深形状是一个椭圆,其直径等于坡口宽度加上熔深宽度之和;
五、注意事项
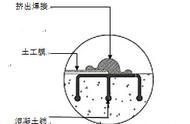
1. 影响箱形构件内隔板与壁板熔嘴电渣焊接质量的关键,一个是焊接参数与焊接技术;另一个是箱形构件壁板、内隔板、挡板的加工精度和三者相互装配的间隙质量。如切割加工装配不按工艺要求做和装配前不进行矫正校平,组立后就很难保证接触面不产生过大间隙,当装配间隙>0.5m m时,就会在电渣焊接时导致漏渣,造成焊接过程中断,箱形构件装配时常出现的缺陷见图

2. 隔板上装衬板及点固焊方法:在加工好的隔板L垂直方向的两端即坡口处组装衬板,每侧允许比挡板小1.5~0m m ,不得超出挡板;点固焊缝长≥20mm,保证有足够的强度,点固焊间距≤20m m ,每边不少于3处,见图

六、工艺举例