●充氮气焊接,可以排尽铜管内的空气,从而防止产生氧化皮,充氮压力为0.5公斤,压力过高会影响焊接质量,压力过低会影响保护效果,焊接完毕要用高压氮气吹污;
●整个管路焊接完成后,连接电子膨胀阀和室内机之前,要用高压氮气对管路进行吹扫。
方法:把管路所有的口全部堵住,然后分别放开每个口,逐个进行吹扫。
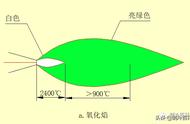
●焊枪要先开乙炔开关,点火后,再调节氧气阀门;
用中性火焰的内火焰(焊枪火焰要离铜管近)对准铜管焊接部位加热,当加热至焊件表面通红时,把火焰稍微移开,并保留焊接处的温度,再把焊条从火焰移开的位置加入焊件表面,焊料熔化,流向焊缝,待焊料熔化并牢固附着到焊缝处时,再移开火焰。灭火时,先关闭焊枪上的氧气开关,再关闭乙炔开关。
,