冲床伺服送料机是一款冲床周边自动化设备,近年来随着新能源产业的快速发展,NC伺服送料机也得到普遍的使用。冲床送料机使用进口伺服马达控制,精度高达正负0.02mm,采用人机界面操作,送料长度及速度等各种参数可任意设定并自动调节,方便快捷。那么伺服送料机有哪些常见的使用问题呢?佑亿精密小编为大家解答。
1、伺服送料机运行中突然停电是否有危险?
伺服送料机运行中如遇到突然停电或供电线路出现故障,送料机会自动停止运行,不会有任何危险。因为伺服送料机本身设有电气、机械安全装置,一旦停电,伺服送料机的制动器会自动制动,使送料机不能运行,因此请客户放心使用。
2、伺服送料机机头最上端的手轮的作用是什么?
为料厚调节手轮,作用是施加压力给上滚轮,使上滚轮能将材料压紧,将材料送出,以材料不打滑为原则(若为厚料须紧些)
3、伺服送料机放松不正常如何解决?
a.检查冲床模具导正销是否正常,认真查看并予以修正。
b.送料方向有偏差,检查冲压方向是否正确,模具是否正常。
c.放松时间不正确,重新调整伺服送料机放松时间。
d.偏心轴和放松轴失油卡死,使用煤油予以清洗并加注黄油。
4、伺服送料机送料误差存在固定的方向如何解决?
a.料厚手柄是否压紧,以送料时不打滑为准。
b.如送料机构为气动放松,则检查空压机压力是否正常。
c.检查材料架送入之卷材是否与送料机、模具在同一水平线上。

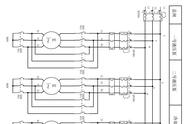
冲床伺服送料机二合一整平机使用实例
5、送料时产生突发性误差如何解决?
a.整平机与伺服送料机速度搭配是否正常,或整平机与送料机待料区及料弧高度和冲床速度是否适当。
b.检查伺服送料机的传动间隙,若过大则将皮带适当调紧。
6、伺服送料机如何进行多段式送料?
进入伺服送料机“设定画面”有三组长度设定,在此进行设定即可,比如:第一步要送的是50mm,第二步是100mm,第三步是150mm,就在触摸屏上面按照这个长度进行设定,在进入“设定画面二”里进行段数的设定和速度设定,就可以了。
7、伺服送料机挡料轮宽度多少合适?
伺服送料机挡料轮宽调整挡料轮宽度调至比材料宽2mm为宜,以不阻碍材料的运行为准。
8、伺服送料机没材料时,能控制冲床停机吗?
根据客户的需求,伺服送料机入口处可加装末端检测装置,料卷的末端一旦通过检测装置,冲床便会立即停在上死点。此时,输送剩余的料卷材料需以单动方式逐次送料,避免无材料时对冲床模具的损坏。
以上就是佑亿小编整理的在使用中常见的问题解读,希望通过阅读以上的文章,大家对冲床伺服送料机的使用有了进一步的了解。更多冲床送料机使用知识可以阅读我们往期文章。
,