
一、缝前准备:
1.加油
给大旋梭基座组件的两个油孔注入机油,使毛毡(1)上含有微量的机油。
注意:正常情况下两片毛毡(1)应从旋梭滑槽中突出0~0.5mm。请注意在加润滑油时不要推入毛毡(1)。
如果大旋梭基座组件的毛毡(1)没有机油,则很有可能造成机器故障。

2.面线的穿法
请按照下图所示正确地穿面线。

3.纽扣夹的调整
将钮扣插入钮扣夹,确认钮扣是否确实被夹住,以及钮扣是否可以用手转动。
在装着钮扣的状态下拧松轴位螺钉(1),移动调节板(2),使调节板(2)与固定螺钉(3)之间的间隙在 0.5~1.0mm 的范围内,然后拧紧轴位螺钉(1)。

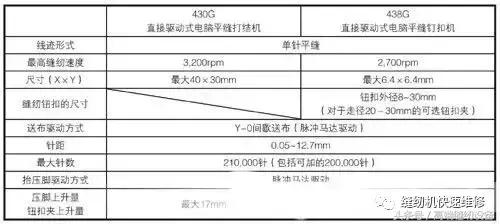
二、主要规格参数:
三、电控操作

(1) 电源指示灯:当打开电源时点亮。
(2) CAUTION 灯:当发生错误时,此灯点亮。
(3) RESET 键:用于解除错误。
(4) TEST 键:用于切换至试送布模式,也可与其他键一起使用,以切换至其他设置模式。
(5) TEST 灯:如果按 TEST 键(4)则此灯点亮。
(6) THREAD/CLAMP 键:用于切换至穿线模式。
(7) THREAD/CLAMP 灯:在穿线模式下切换至压脚/钮夹或使用 SELECT 键 (14) 时亮起。
(8) PATTERN No.(花样编号)指示灯:在按下 SELECT 键(14) 切换至花样编号时亮起。
(9) X-SCALE 灯:当用 SELECT 键(14)切换到横向倍率时,此灯点亮。
(10) Y-SCALE 灯:当用 SELECT 键(14)切换到纵向倍率时,此灯点亮。
(11) SPEED 灯:当用 SELECT 键(14)切换到缝纫速度时,此灯点亮。
(12) COUNTER 灯:当用 SELECT 键(14)切换到底线计数器/生产量计数器时,此灯点亮。
(13) SPLIT No. 灯:当存在分割数据(用于在程序执行中途指令暂停执行的数据)时,如果用 SELECT 键(14)切换到分割状态,则此灯点亮。
(14) SELECT 键:用于切换菜单显示屏内容(pattern No.(花样编号)、X-scale(横向倍率)和 Y-scale(纵向倍率)、缝纫速度、 压脚/钮夹抬高距离、计数器)。
(15) PROGRAM No.(程序号)显示屏:显示程序编号等信息。
(16) 菜单表示:用于显示菜单的设置值、存储器开关的内容和错误代码等。
(17) 设置键:用于更改在 PROGRAM No.(程序号)显示屏 (15) 中显示的值。
(18) 设置键:用于更改在菜单显示屏 (16) 中显示的值。
(19) TENSION(张力)键:用于切换到张力修正值显示模式。
(20) TENSION(张力)指示灯:在张力修正值显示模式下亮起。
(21) SECTION No.(段号)显示屏:显示选择花样时的段号,其中可在缝纫花样时更改面线张力。
(22) TENSION(张力)显示屏:显示面线张力值。
(23) 设置键 [ , -]:用于更改在 SECTION No.(段号)显示屏 (21) 中显示的值。
(24) 设置键 [ ]:用于更改在 TENSION 显示屏 (22) 中显示的值。
(25) ENTER(输入)键:用于接受在菜单显示屏 (16) 等处显示的值。
(26) 功能键 [F1、F2、F3、F4]:用于直接选择程序编号和循环程序编号。
,














