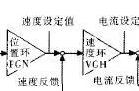
在数控机床的进给传动链中,联轴器、滚珠丝杆、螺母副、轴承等均存在反间间隙。机床进给轴在换向运动的时候,在一定的角度内,尽管丝杆转动,但是丝杆螺母副还要等间隙消除以后才能带动工作台运动,这个间隙就是反向间隙。
对于采用半闭环控制的数控机床,反向间隙会影响到定位精度和重复定位精度。反向间隙数值较小,对加工精度影响不大则不需要采取任何措施; 若数值过大,则系统的稳定性明显下降,加工精度明显降低,尤其是曲线加工,会影响到尺寸公差和曲线的一致性,此时必须进行反向间隙的测定和补偿。如在G01切削运动时,反向间隙会影响插补运动的精度,若偏差过大就会造成“圆不够圆,方不够方”的情形; 而在G00快速定位运动中,反向偏差影响机床的定位精度,使得钻孔、镗孔等孔加工时各孔间的位置精度降低。这就需要数控系统提供反向间隙补偿功能,以便在加工过程中自动补偿一些有规律的误差,提高加工零件的精度。
机床在出厂前已仔细的测量了进给系统中的间隙值,并进行了补偿。随着数控机床使用时间的增长,反向间隙还会因为运动副的磨损而逐渐增加,所以需要定期对数控机床各进给轴的反向间隙进行测量和补偿。
当在数控系统中进行反向间隙补偿后,数控系统在控制进给轴反向运动时,自动先让该进给轴反向运动,然后再按编程指令进行运动。即数控系统会控制伺服电机多走一段距离,这段距离等于反向补偿值,从而补偿反向间隙。
在不同的速度下测得的反向间隙是不同的,一般低速时的反向间隙值比高速时的反向间隙值在,尤其是在进给轴负荷较大,运动阻力较大时。所以有的数控系统就提供了低速G01和高速G00两种补偿值。
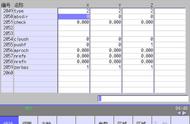
FANU丝杆反向间隙调整步骤
切削进给方式与快速进给方式可设定不同的间隙量。用此功能可进行更高精度的定位。
相关参数

按以下步骤,测量切削进给方式的进给量。
1.回参考点。
2.用切削进给使机床移动到测量点。(G01 X100 F1000;)
3.安装百分表或千分表,将刻度对0。

4.用切削进给,使机床沿相同方向移动。

5.用切削进给返回测量点。
6.读取百分表或千分表的刻度。