延伸轨迹线模板划法:将截面处造型关键点不同半径的延伸轨迹圆弧曲线模板紧贴在坯料表面上,沿圆弧曲线画出延伸轨迹曲线。这种划法需要制作多个模板来划线,较为麻烦。
延伸轨迹线薄石片划法:用不同宽度的薄石片,石片的宽度取决于所选取截面关键点之间的距离。
将薄石片齐平外圆弧或内圆弧侧面,并用一支铅笔靠紧薄石片的划线的一侧,推动薄石片沿圆弧轨迹线匀速地运行,随着薄石片的运行,铅笔在坯料表面划下一条圆弧轨迹线。
用不同宽度的薄石片就可以划出弯位线条关键点各处的延伸轨迹线。
(5)台盆孔线的划法
①台盆孔未挖出来的台盆孔线划法:台盆孔线的划法为模板法。在待挖台盆孔的台盆面上按生产加工单上的图纸尺寸在台面板上确定挖孔尺寸位置,至少要2个点位,其中一个上或下点位,一个左或右点位置。
将模板与台面板表面上确定的对应位置对齐,并固定好防止划线过程中移动,沿模板的轮廓线用铅笔或其它笔划出清晰的线条即可,见图25。
②台盆孔已挖出来的台盆孔边造型的划线方法:将模板的内孔边缘对齐已挖好的台盆孔边缘,并用“A”字型夹子将模板与台盆孔夹紧,防止划线过程中模板的松动。用铅笔或其它笔沿模板外轮廓线清晰地划出线来。
如果是深色石材料由于铅笔画出的线条不清晰,可以用涂改液划线。从图26可以看出用涂改液划的线非常清晰。见图26。

(6)拼花线的划法
拼花划线方式因拼花产品类型的不同而不同。
①平面拼花拼件的划线:相同拼件批量性加工时按1:1拼件的标准模板划线。
划线时要利用拼件的嵌套性原理嵌套加工以节省原材料。少量性加工可以打1:1的图纸贴在被加工材料上划线。
②已加工好的拼花试拼时划线:利用拉线法划线。利用细铁丝线从拼花的被检验点到另--被检验点,拉紧后沿铁丝划线。
③圆弧板、实心柱拼花划线:这两种产品的划线一般情况下打1:1图纸贴在被加工产品表面划线。
(7)对剖直角三角线划线
用直尺沿对角线两顶点连线划线,见图27。
(8)实心圆柱中心孔的划法
用直尺分别沿对角线两顶点连线划线,两条对角线交点即是实心圆柱的中心点,见图28。
(9)圆弧板弧线的划法
圆弧板划线用标准模板紧贴圆弧板的端面,沿标准模板的弧面划线即可,见图29。

(10)旋转楼梯线划法
旋转楼梯划线是石材产品加工中划线难度最大,也是最复杂的,需要借助一些工具才能完成。
①旋转楼梯扭曲余量的划线:
假定A点高于B点8mm,因此A点下移8mm到A 1点处;假定C点高于D点8mm,因此C点下移8mm到C1点处;连接BC1;DA1,A1C1BD为扭曲面,A1、C1点为上端面需打平的扭曲点。
打平时沿着A1C1BD构成的扭曲面进行,勿过量打磨导致弧板高度不够。
下端面的画线将F点上移8mm到F1处;H点上移8mm到H1处。
连接F1G,H1E线,H1EF1G四点构成下端面扭曲平面。H1、F1为要打平的扭曲点。
旋转楼梯扭曲面的划线:
扭位弯线成型前必须先消除扭曲余量,再手工成型扭位弯线端面的轮廓。
扭位弯线余量消除要通过画线的方法加工,扭位弯线画线是扭位弯线加工成功的关键,生产员工在加工时常因为画线错误导致扭位弯线报废。
扭位弯线造型前通过在弧面上画线可以检查斜切是否正确,检查扭曲余量是否够,手工消除扭曲余量加工时是否正确。
笔者在以前指导过的旋转楼梯加工案例中都是通过观察画线发现和判断出生产员工加工错误,在员工尚未手工成型扭曲面时及时制止,避免了产品报废,见图30。

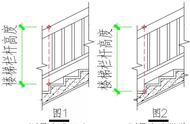
画线时要时时想起“内对角,外等宽”原理,画线从内弧的最下角开始,沿着内弧面上升连接对角。
必须说明的几个关键点:
对角点截面宽度、上扭曲余量、下扭曲余量截面厚度、画线始点,见图31。