紧固件生产中应用的相关计算公式:
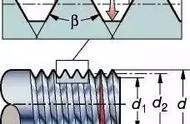
一、 60°牙型的外螺纹中径计算及公差(国标GB 197/196)1. 中径基本尺寸计算
螺纹中径的基本尺寸=螺纹大径-螺距×系数值。
公式表示:d/D-P×0.6495
例:外螺纹M8螺纹中径的计算8-1.25×0.6495=8-0.8119≈7.188b.
2.常用的6h外螺纹中径公差(以螺距为基准)
上限值 为”0”
下限值为P0.8-0.095 P1.00-0.112 P1.25-0.118P1.5-0.132 P1.75-0.150 P2.0-0.16P2.5-0.17
上限计算公式即基本尺寸,下限值计算公式d2-hes-Td2即中径基本尺寸-偏差-公差。
M8的6h级中径公差值:上限值7.188 下限值:7.188-0.118=7.07。
3.常用的6g级外螺纹中径基本偏差: (以螺距为基准)
P 0.80-0.024 P 1.00-0.026
P1.25-0.028 P1.5-0.032P1.75-0.034
P2-0.038 P2.5-0.042
上限值计算公式d2-ges即基本尺寸-偏差
下限值计算公式d2-ges-Td2即基本尺寸-偏差-公差
例:M8的6g级中径公差值:上限值7.188-0.028=7.16 下限值:7.188-0.028-0.118=7.042。
注:①以上的螺纹公差是以粗牙为准,对细牙的螺纹公差相应有些变化,但均只是公差变大,所以按此控制不会越出规范界限,故在上述中未一一标出。
②螺纹的光杆坯径尺寸在生产实际中根据设计要求的精度和螺纹加工设备的挤压力的不同而相应比设计螺纹中径尺寸加大0.04—0.08之间,为螺纹光杆坯径值,例我们公司的M8外螺纹6g级的螺纹光杆坯径实在7.08—7.13即在此范围。
③考虑到生产过程的需要外螺纹在实际生产的未进行热处理和表面处理的中径控制下限应尽量保持在6h级为准。

1. 6H级螺纹中径公差(以螺距为基准)
上限值:P0.8 0.125 P1.00 0.150 P1.25 0.16 P1.5 0.180P1.25 0.00 P2.0 0.212 P2.5 0.224
下限值为”0”,上限值计算公式2 TD2即基本尺寸 公差。
例M8-6H内螺纹中径为:7.188 0.160=7.348 上限值:7.188为下限值。
2.内螺纹的中径基本尺寸计算公式与外螺纹相同
即D2=D-P×0.6495即内螺纹中径等于螺纹大径-螺距×系数值。
3. 6G级螺纹中径基本偏差E1(以螺距为基准)
P0.8 0.024 P1.00 0.026 P1.25 0.028
P1.5 0.032P1.75 0.034 P1.00 0.026 P2.5 0.042
例:M8 6G级内螺纹中径
上限值:7.188 0.026 0.16=7.374
下限值:7.188 0.026=7.214
上限值公式2 GE1 TD2即中径基本尺寸 偏差 公差
下限值公式2 GE1即中径尺寸 偏差

1. 外螺纹的6h大径上限值
即螺纹直径值 例M8为φ8.00上限值公差为”0”。
2. 外螺纹的6h级大径下限值公差(以螺距为基准)
P0.8-0.15 P1.00-0.18 P1.25-0.212 P1.5-0.236 P1.75-0.265P2.0-0.28 P2.5-0.335
大径下限计算公式:d-Td 即螺纹大径基本尺寸-公差。
例:M8外螺纹6h大径尺寸:上限为φ8,下限为φ8-0.212=φ7.788c.
3.外螺纹6g级大径的计算与公差6g级外螺纹的基准偏差(以螺距为基准)
P0.8-0.024 P1.00-0.026 P1.25-0.028 P1.5-0.032 P1.25-0.024 P1.75 –0.034P2.0-0.038 P2.5-0.042
上限计算公式 d-ges 即螺纹大径基本尺寸-基准偏差
下限计算公式 d-ges-Td 即螺纹大径基本尺寸-基准偏差-公差
例: M8 外螺纹6g级大径 上限值φ8-0.028=φ7.972。
下限值φ8-0.028-0.212=φ7.76
注:①螺纹的大径是由螺纹光杆坯径及搓丝板/滚丝轮的牙型磨损程度来决定的,而且其数值在同样毛坯及螺纹加工工具的基础上与螺纹中径成反比出现即中径小则大径大,反之中径大则大径小。
②对需进行热处理和表面处理等加工的零件,考虑到加工过程的关系实际生产时应将螺纹大径控制在6h级的下限值加0.04mm以上,如M8的外螺纹在搓(滚)丝的大径应保证在φ7.83以上和7.95以下为宜。