焊管子活多工资高,走一波要领。看图吧。

焊条运条角度全方位。这个角度能让新手提高一半的技术。

另一半就这么整。没毛病。不信你就试试(试试就试试[呲牙])

停弧。落弧。铁水平。

‘将两节管子放于水平位置,两管轴心对正,装
装配
配间隙为 3.0mm,在管子顺时针上 2 点和10 点。两管同心,焊件垂直放置两个位置进行定位焊,定位焊缝采用正式或非|稳定,牢固夹紧。正式定位焊缝,长度应小于 10mm。身体下蹲,上身挺直稍向前倾,双脚跟着地呈。姿势八字形蹲稳(根据焊缝的长度来确定身体与焊(人体蹲稳,手臂悬空,手)缝的相对位置)。右手握焊枪,手臂半悬空,以 腕运弧自如小臂与手腕配合
《打底层焊接电流 100A,引弧电弧电压 19V,填充盖面焊而短路起弧接电流 120~130A,电弧电压 19~20V》
电弧需要有三个力同时作用于熔池。当电弧
焊缝平直,宽窄一致,
运弧
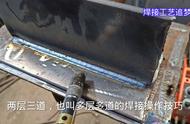
摆动到坡口两侧时应稍作停顿,避免焊缝产生 缝圆滑过渡。
运条手法看坡口。仰缝用之子运条最带劲。也叫锯条法。立缝用新手用三角控制好铁水后画小圆圈。平缝你就随意吧。
,