图为100唯尔教育检测被齿端跳
要点:
1. 测量时传感器接触平稳
2. 被齿旋转平稳
3. 测量数值处理方法合适
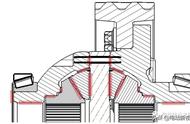
8、 压装差壳上下轴承内圈启动电源,调手动挡,同时按下油泵启动
安装好差速器部分上下压头,托盘传动到位,放上轴承内圈(带滚子)

图为100唯尔教育压装差壳上下轴承内圈
下缸上行,工件顶起,脱离托盘(防止压坏线体),下压头与轴颈内圈吻合起到固定作用,上缸下行压实(注意:上压头只能压轴承内圈的内部钢圈),上缸上行,下缸下行。
要点:
1. 合适的压装力
2. 必须压装到位
3. 通过保压使工件充分到位,压入的工件位置稳定
9、 差速器与减速器总装托盘传动到位,在另外一个托盘上把主减壳倒扣在工装上,用电动机械手勾住差速器轴颈孔把差速器吊装主减壳上。

图为100唯尔教育差速器与减速器总装
放上两个差速器轴承外圈,两个花螺母及两个half压盖(注意:每个half压盖与减壳都是配套,不可调换使用)
放上四个螺栓,先用较小扭矩气动扳手打紧螺栓
10、 调整花螺母,调整齿侧间隙,红白粉反应齿轮啮合接触斑点限制凸缘转动,转动被齿用磁性百分表打齿侧间隙,用专用工具联调左右花螺母(一侧顺时针调动,另一侧则逆时针调动),使齿侧间隙符合技术要求,保持在0.15-0.3mm

图为100唯尔教育调整齿侧间隙
位置到位后,同时上紧左右花螺母,检查、装调整螺母、止退片
11、 拧紧HALF盖螺栓M12托盘传动到位,摆放工件,打开控制器开关
用双轴电动拧紧机拧到规定扭矩80N.m,拧紧机左边可以调上下,调整到位后,右边可以调松紧。