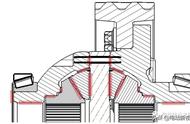
图为100唯尔教育测量操作
放上相应垫片,按下测量2,测量出所需厚度的垫片
结果:垫片厚度=减壳相对测量值-轴承相对测量值
要点:
1. 测量时轴承内圈接触平稳
2. 多点测量减少误差
3. 厚度计算的补偿量可通过试验确定
4、 轴承座压装及压装上下圆锥滚子轴承启动电源开关,调手动挡,按下油泵启动。
压装减壳上下轴承外圈,托盘传动到位,选上下1号压头,放下挡板。
启动下缸上行,顶起工件,脱离托盘(防止压坏线体)
上缸下行,让上压头抵到挡板上(注意:需要双手同时按下两个双手下行按钮)
启动下缸上行,压合下轴承外圈
上缸上行,去掉挡板,放上上轴承外圈,双手同时按下"双手下行1"、"双手下行2",上缸下行压合上轴承外圈。上缸上行,压装齿轴上下轴承内圈,减壳移到托盘另一侧。

图为100唯尔教育轴承座压装
下压头换上2号压头,放上主锥轴,放上轴承垫片,放上下轴承内圈32306,再放上压装套筒,下缸上行,上缸下行压合(双手同时按下双手下行1/2按钮),下缸下行,取出套筒。
放上隔套,放上垫片,下缸下行,放上主减壳,下缸上行,上缸上行,放上上轴承内圈32306,放上压装套筒(注意:只能压轴承内圈的内部钢圈,需同时按下双手下行1/2按钮),上缸上行,取下套筒。
放上油封,放上油封盖板,上缸下行压合,上缸上行,放上凸缘,上缸下行压合(双手同时按下双手下行1/2按钮)。
上缸上行,放上垫片,放上凸缘螺母,下缸下行。
5、 拧紧凸缘螺母启动电源,安放主减壳,放上工件拧紧工装,参数设置。
调到工作状态,按拧紧按钮,启动拧紧,记录最大拧紧扭矩。

图为100唯尔教育拧紧凸缘螺母
按测量按钮,测量预紧力矩,并记录数据。
要点:
1. 拧紧扭矩设置为20-50牛米
2. 扭矩的误差在正负0.02牛米
6、 差速器装配差壳上工作台,上下半轴齿轮分别加上垫片,先装下半轴齿轮再装上半轴齿轮。
左右行星齿轮分别加上垫片,装上行星齿轮后旋转90度,对准孔位装上行星齿轮主销,插入固定主销的定位销。

图为100唯尔教育差速器装配
装完需要检查是否差速
将差壳倒扣在安装工位台,放上被齿,检查螺栓孔是否对位,如果没对上可用铜棒调整。
放上螺栓M12用小扭矩气动扳手拧紧
要点:
1. 保证拧紧扭矩的误差在±5N.M
2. 半轴齿轮和行星齿轮的组装
启动控制箱(与被齿端跳测量机同一个),设置自动挡
回到线体,将差壳平放在工作台,托盘传动到位,按下启动键自动上线。同时在控制屏幕里也有手动操作按钮可手动操作。
要点:
1. 差速器托盘、合装线托盘被阻挡器定位
2. 机械手定位抓取、搬运、放置
7、 检测被齿端跳按下自动按钮,随即自动测量,观察屏幕端跳测量曲线跳动。