1.4 工作辊轴承座装配操作规程
1.4.1 作业准备
装配时必须备好图纸L76986。
工具、量具、辅助器具、辅料、备件、备好到位。
清洗、检查、测量,修正、确认需装配的零部件正确完好,并在配合面涂润滑油。该润滑油为壳牌460润滑油,如有变化,以冷轧车间使用的润滑油为准。
按图纸要求安装两侧衬板、定位衬板、上压板,到位,并检查轴承座加装衬板后的实际宽度与平面度。记录存档。
把喷油咀嘴装入轴承座,旋紧到位。把工艺堵头旋入轴承座到位。
1.4.2 装配作业
1) 吊运反转轴承座使辊颈侧向下放置。
2) 按照本手册1.1及1.2中所述安装止推轴承和四列圆锥滚子轴承。
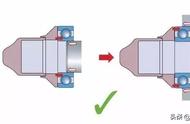
3) 安装压轴承外圈的隔圈。如图1.15所示。
4)带密封圈安装轴承座端盖,装上四个端盖螺钉,均匀拧紧,直到端盖均匀的紧靠在轴承外圈上。在三个不同的位置测量,确定平均间隙值(“G”)。密封垫厚度应等于测量的间隙值再加上15%-20%以使密封垫达到准确的压缩量。如果需要金属垫片来保证垫片厚度,其厚度必须比测量的间隙(G)小0.025毫米。如图1.16所示。测量轴承装配后轴向间隙,计算并选配密封垫片组。

5) 在轴承挡盖安装上骨架油封。
6) 拆下轴承座端盖,在密封垫上剪去“V”字形的一小块,以便装配后能在垫片的四边再作测量。把密封垫片放入,松开所有的端盖螺钉直到达到初始的测量间隙(“G”) 。端盖螺钉应当穿过轴承座来回拧紧,以达到均匀的压紧,避免外圈隔圈变形。外圈螺钉必须拧紧达到公称扭矩。如图1.17所示。
注意:由于各轴承的整个外圈宽度不同,轴承组件上和密封垫厚度或金属垫片厚度不应用在其它轴承组件上。将轴承座水平放置,放入密封圈。给密封圈加润滑剂。
7) 在轴承顶套上安装上锁紧套(定距套)如图1.18所示。
8) 把轴承挡盖和骨架油封压板安装到轴承座上,用螺栓连接,旋紧到位。

2.支撑辊装配操作规程
2.1 支撑辊四列圆柱滚子轴承装配操作规程
说明:由于支撑辊只有操作侧有止推轴承,与工作辊装配方式不同,该止推轴承与四列圆柱滚子轴承并不装在同一个轴承座中,因此分别介绍四列圆柱滚子轴承与止推轴承的装配过程。
2.1.1 作业准备
装配时,备好图纸L77002或L77003。
清洗剂、修磨工具、量具、吊具、吹扫用气体备好。
清洗、检查、测量,修正、确认轴承已修复可以使用后,在轴承滚子及各表面涂上润滑油。该润滑油为壳牌460润滑油,如有变化,以冷轧车间使用的润滑油为准。
2.1.2 轴承装配
A、内圈的详细吊装及安装步骤
内圈采用过盈配合装入辊颈。用加热器使内圈热膨胀可使内圈易于装入轧辊辊颈。 内圈可用油槽,感应加热器或烘箱加热,最大允许加热到300华氏摄氏度(150摄氏度)。加热必须采用恒温控制以避免温度过高。用一个内径千分尺来检查内圈内孔尺寸的增长。
注意:过热,温度超过300°华氏摄氏度 – 150°C可能会造成金属学上的变形同时引起硬度降低。
1) 辊颈、内圈及轴肩和内圈表面应先清洗干净并干燥。在安装内圈之前,辊颈直径尺寸应控制到十分精确,以确保能达到适当的过盈配合。一旦内圈达到了理想的温度,即可装入辊颈。轴肩和/或倒角应光滑。当安装内圈时,使用一个用金属丝围成的绳子或吊带吊起内圈。
2) 一旦内圈接触到后面的轴肩,在”冷却段”,内圈必须保持持续夹紧以确保内圈可停留紧靠在轧辊轴肩处。
3) 一旦内侧的内圈冷却到环境温度,拆去夹具,重复第2)步安装外侧的内圈。4) 当安装内圈时,应对准两个内圈之间的凹坑。这将有助于必要时内圈的拆卸(但不是强制性的)。
5) 外侧的内圈在冷却时必须夹紧,以确保它能紧靠在内侧的内圈上。使用薄垫片来代替螺纹钢。
6) 将四个内圈装完之后,将整根辊子放在磨床上磨削,辊身,轴肩和内圈外径在设定同样的精度下磨削。
7) 磨好的内径外圈的尺寸应在4个位置上沿内圈每隔90度测量一次(图10)。如下表格可用来记录测量值。

8)在磨完之后,辊颈必须涂油,如果可能的话最好包上保护性材料,如纸,纸板以防止生锈和吊装碰伤。
B、外圈的吊装及安装过程
1) 轴承座的内孔应在90度位置测量两次,用外径千分尺至少在内孔的四个位置进行测量。如下表格可用来记录测量的数据。在测量轴承座之前应彻底清洗,将毛边/碎屑除去。