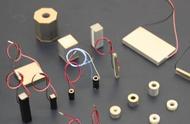
压电陶瓷片和fpc焊锡机

着陶瓷片的越来越薄,而且更多的小空间安装场景,AnyAuto焊锡机已经实现用FPC焊接,焊点高度可以控制在0.1mm,比常规焊线0.5mm厚度薄了5倍。压电陶瓷片与FPC的完美焊接,不能说填补了陶瓷片薄片焊接的空白,但确确实实解决了行业的难题和痛点。
有必要说一下目前的行业现状,要想把FPC焊到压电陶瓷或蜂呜器上,其实难度是相当高的,国内很多厂家尝试批量焊接均以失败告终。
因为陶瓷片结构的特殊性,传统的焊接方式通常用点焊焊线,但在对焊接高度和小型化有要求的产品上,焊线显然不有满足需求。行业里现有的通用设备在焊接陶瓷片和FPC时,因加热焊头不能直接接触焊点,由于陶瓷片的底板为高导热金属,散热极快,通用的脉冲压焊机的加温速度远远达不到焊锡融化的条件;个别公司简单使用加大发热功率的方法提高焊接温度,这样会导致温度不稳定,焊接出来的产品在测试谐振频率的时候测试不能通过或者损伤镀层,导致产品不良。无法在实际生产中大规模使用。
Anyauto 的焊机采用自有的高速闭环控制技术,温度反鐀控制每秒钟超过10万次,自学习模糊PID算法,可以在保证快速升温的同时,非常精确的控制温度,从而能有效保证焊接的品质。
东莞的王总已经先后找了40多家自称能焊的公司,结果生产周期被拖了5个多月还是没有搞定,眼看项目就要被一个原以为简单的工艺搞黄了,王总急得像热锅上的蚂蚁。不过,他终于找到我了。
拿到样品后,我从安排工程师画夹具图纸,到产品焊接出来,整个过程不到1天时间。让王总万万没想到的是,上午10点来我工厂给到样品,下午6点半我就打电话叫他过来确认样品。
看到样品,王总惊呆了,嘴里不停的念叨:“这就对了,这就对了!”时不时还冒出一两句脏话,看到王总满脸惊喜的表情,感觉像捡到100万。我笑着示意他走出了办公室,来到实验室测试了抗拉强度和焊接电阻,所有参数远优于客户要求的10N和50mΩ。王总摸了摸焊接部位,又不停的用手去拔拉FPC,用他自己的方法检验着样品。
“是哪台机器焊的?带我去看看”。王总急迫的想知道是哪个神器帮他搞定了这个难题。当他看到我的陶瓷片FPC焊机时,不停的点头,竖起了大拇指,“难怪你们能成功,我先要一台,批量以后再加设备”。
成功只是一个结果,冰冻三尺非一日之寒。我们团队用了3年的时间,一直研究怎么焊好的问题,从焊接的压力、温度、速度、温升△1℃所用的时间、设备效率、稳定性、易操作性、客户的投入产出比等等方面,10多名工程师夜以继日的工作,才有了今天的成果。
AnyAuto精密焊锡机工厂,一直在做同行难以做到的事。
原创作品,欢迎转载!
,