填充盖面焊接:
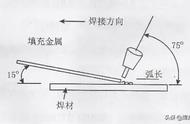
填充盖面时须将打底层形成的表面氧化层、熔渣等进行清理。引弧起点要错开打底层的接头部位,焊枪角度与焊丝送入角度与打底焊相同,但电弧较打底焊长,焊丝送在熔池前上方位置,铁水由于自重向下过渡,这样形成的焊缝比较圆滑。
焊接时注意观察熔池形成情况,保证熔池大小一致,以熔化坡口边缘0.5~1㎜为宜,随着焊枪向前移动,获得美观的焊缝成形。接头的处理同打底焊相似。
距待焊部位后方5㎜处引弧,然后移至接头处,摆动焊枪预热焊缝,待弧坑处形成熔池后继续进行焊接。
,填充盖面焊接:
填充盖面时须将打底层形成的表面氧化层、熔渣等进行清理。引弧起点要错开打底层的接头部位,焊枪角度与焊丝送入角度与打底焊相同,但电弧较打底焊长,焊丝送在熔池前上方位置,铁水由于自重向下过渡,这样形成的焊缝比较圆滑。
焊接时注意观察熔池形成情况,保证熔池大小一致,以熔化坡口边缘0.5~1㎜为宜,随着焊枪向前移动,获得美观的焊缝成形。接头的处理同打底焊相似。
距待焊部位后方5㎜处引弧,然后移至接头处,摆动焊枪预热焊缝,待弧坑处形成熔池后继续进行焊接。
,











Copyright © 2018 - 2021 www.yd166.com., All Rights Reserved.
