奥氏体加碳钢这两类金属在焊接时候,虽然309L焊丝可以直接使用。但是,由于应用在2类容器中含有高温,腐蚀介质中时候,要选择高级一些的MO成份。
焊接电流焊接电流第一遍,135A;第二层160A;最后一层150A。热输入量的大小关系着焊接母材的变形能力。严格控制电流的大小是焊接中的重要因素。

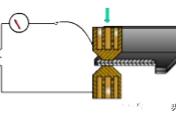
第一层焊接
第一层焊接时候,要求速度快尽量融深金属后,快速走动。让第一层的焊接厚度控制在3毫米以下。摆动宽度要放小,完成一圈的焊接后在进行第二圈焊接。 当第一层的堆焊结束时候。把温度降下来再进行第二层焊接。每一道之间要把焊缝压道在第一道的二分之一位置。压道控制不能太小,太小了容易造成层间出现过低。太大了会造成拉力过于集中裂纹缺陷。

第二层焊接
第二层焊接时候,把电流稍微放大,让第二层的金属和第一层融合良好。焊接摆动幅度可以适当放大。第二层焊道之间可以减少压道圈数。

最后一层焊接
最后一层焊接时候,要把焊接的高度掌握好。6毫米的高度允许堆高到8毫米以上。高出的金属能够通过加工剩余量。高度小于6毫米则不能被车刀加工到。为了避免焊接花纹过大造成的加工不到位,最后一层可以采用直拉手法,让焊缝中间层道间融合紧密。