【一】
什么是压铸
压铸是金属冶炼加工的一种工艺,是一种将熔融合金液在高压的作用下以高速充填钢制模具的型腔,并使合金液在压力下凝固而形成铸件的铸造方法,有点类似"塑胶注塑"。压铸区别于其它铸造方法的主要特点是高压和高速。

【二】
铝合金压铸产品有那些特点
1,铝合金按照其性能特点和用途可分为
防锈铝(LF)、硬铝(LY)、超硬铝(LC)和锻铝(LD)四种
2,铸造铝合金按加入主要合金元素的不同分为
铝硅系(AL-Si)、铝铜系(Al-Cu)、铝镁系(Al-Mg)和铝锌系(Al-Zn)四种
常用的牌号有ADC12(A383),ADC10(A380)
3,铝合金压铸优点
- 产品质量好:铸件尺寸精度高,表面光洁度好,强度和硬度较高,强度一般比砂型铸造提高25~30%,但延伸率降低约70%,尺寸稳定,互换性好。可压铸铝薄壁复杂的铸件,例如:当前锌合金压铸最小壁厚可达0.3mm,铝合金压铸可达0.5mm。
- 生产效率高:机器生产率高,例如国产JⅢ3型卧式冷空压铸铝机平均八小时可压铸铝600~700次,小型热室压铸铝机平均每八小时可压铸铝3000~7000次。
- 经济效果优良:由于压铸铝件尺寸精确,表泛光洁等优点。一般不再进行机械加工而直接使用,或加工量很小,所以既提高了金属利用率,又减少了大量的加工设备和工时,铸件价格便宜,可以采用组合压铸铝以其他金属或非金属材料,既节省装配工时又节省金属。
4,铝合金压铸缺点
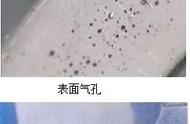
- 01,压铸时由于液态金属充填型腔速度高,流态不稳定,故采用一般压铸铝法,铸件易产生气孔,不能进行热处理。
- 02,对内凹复杂的铸件,压铸成型较为困难。
- 03,铝合金压铸模具型寿命较低,寿命约在8万摸次。
- 04,不宜小批量生产,其主要原因是压铸铝型制造成本高,小批量生产不经济。
- 05,铝合金压铸不易实现阳极氧化,由于压铸出来后容易留下许多气泡或者沙孔,造成外观无法很好的修复,造成氧化后无法覆盖外观问题。
注解:这里重点关注铝模压铸模次以及寿命,压铸铝牌号以及不能做外观氧化原因。
【三】
铝合金压铸工艺生产流程
以下为压铸流程图

压铸模具必须用热制作模具钢,常用的钢材有:H13,8407,2344,8418,SKD61,DAC,FDAC等
以下为压铸成型过程图