相对于蒸镀工艺大尺寸OLED面板,喷墨打印工艺最大的优势是尺寸局限性较小。对于蒸镀工艺,大尺寸的掩模板会因为重力原因产生形变,从而产生像素不良,而喷墨打印工艺理论上则完全没有这个限制。
OLED喷墨打印工艺主要是使用溶剂将OLED有机材料融化,然后将材料直接喷印在基板表面形成R(红)、G(绿)、B(蓝)有机发光层,今天为大家准备的内容就是喷墨打印过程中的材料以及其工艺方法、优势、难点剖析。
喷墨打印聚合物材料
由于聚合物分子量较大,主要采用溶液加工成膜,如旋涂或印刷,而喷墨打印技术被证明是制备发光聚合物溶液的最佳方法。1990年,RichardFriend等人在剑桥大学卡文迪许实验室发现聚合物的电致发光特性,并制作了聚合物发光二极管(PLED),此后,PLED显示引起了人们极大的关注,被认为是最有希望应用于制造下一代平板显示器。
喷墨打印小分子材料
目前,聚合物发光器件(PLED)的效率(6~8cd/A)和寿命一般较低,而小分子发光器件(SM-OLED)具有明显的性能优势,如高效率(84cd/A)和长寿命等。PLED在应用上仍然存在局限性,而通过热蒸镀工艺加工的多层磷光小分子发光显示器件(SM-OLED)可达到更高的效率。
Xia等人把这些传统的热蒸镀小分子材料,通过喷墨打印的方式制作薄膜,并制备出性能较好的磷光小分子发光器件,喷墨打印小分子的研究也因此引起了人们更多的关注。
获得高质量的功能薄膜是制作高效率、长寿命器件的必要条件。但一般的小分子材料成膜性较差,液膜在基板上干燥过程中,容易发生去润湿而形成不连续的薄膜,对此,可以通过两种途径来提高小分子自身的成膜性。一是增加分子体积和烷基链长,设计合成溶解性和成膜性好的分子;二是向小分子材料中添加聚合物材料来提高成膜性。
此外,改变基板表面的物理化学性质,同样可以提高材料的成膜性Sirringhaus等人在疏水材料图案化的亲水基板表面喷墨打印水溶性材料,获得了高分辨的聚合物电极。Hendriks等人在热压雕花基板表面打印制作纳米银墨水导线,接触角较小时,墨水通过毛细作用会被吸入通道。因为小分子溶液的流体特性主要取决于溶剂的性质,虽然人们大量研究了溶剂对小分子成膜性的影响,但是溶剂对小分子成膜性的影响是十分复杂的。
喷墨打印阴极
与蒸镀小分子原理相同,OLED器件的阴极一般也是通过真空蒸镀工艺制作,而用到的蒸镀设备和掩模板比较昂贵。用喷墨打印技术制备阴极,可大幅度降低成本,最大的难题在于大面积均匀成膜。在全印刷工艺制备OLED显示屏的研究中,关键是可印刷阴极墨水的开发和大面积成膜技术的实现。其难度主要在于:必须保证阴极材料与有机功能层的亲和性,确保印刷的阴极能稳定成膜;必须保证印刷图案的精细度,确保显示图像的高分辨率;必须避免阴极胶浆对底层的破坏;必须保证载流子的有效注入,以确保的高亮度、高效率的显示性能。
喷墨打印OLED显示屏工艺喷墨打印功能薄膜时,液滴间距(μm)和液滴体积(pl)需达到较高的精度才能满足薄膜的均匀性和厚度的要求。液滴定位或体积的微小变化,都有可能引起显示屏像素坑发光亮度不均匀甚至短路完全不发光,从而导致OLED显示屏出现大量缺陷。
OLED功能层不仅要求膜厚均匀,而且还要保持其自身的光电特性,所以薄膜形成过程中溶剂必须干燥去除;同样,墨水中的其他添加剂也必须去除至含量最低,以免影响有机半导体薄膜的性能。因此,喷墨打印制备OLED显示屏技术的发展,不仅带动了喷墨打印机/打印头的发展,也引起人们对墨水配方、墨水/基板界面接触特性以及干燥过程等课题的高度重视和深入研究。
像素坑尺寸与喷墨打印液滴的计算
OLED显示屏由像素阵列组成,每个像素又由红、绿、蓝3色的子像素坑组成,一般其几何形状为下图所示的圆角矩形。


而像素坑的尺寸和个数是由显示屏的应用特点决定的:
对于高清电视机(HDTV),在像素阵列为1080×1920、尺寸为94~165cm的规格下,子像素坑的尺寸分别为140和250μm;而对于移动设备如智能手机,其像素为广视频图像阵列(WVGA,480×800个像素),7.37~9.65cm的规格下,子像素坑尺寸分别为26μm和35μm。
由于彩色显示屏相邻的子像素坑发光材料的颜色不同,印刷时必须防止溶液溢出到相邻像素坑中,所以在像素坑之间需要创建出低表面能的隔离区,一般使用光刻胶树脂做隔离材料。
向像素坑中打印墨水时,首先要考虑墨水体积是否满足薄膜厚度的要求。
由于像素坑的面积和深度是一定的,墨水体积既要铺满像素坑,又不能溢出像素坑,所以打印墨水的体积是有限的。
假设把浓度为1%(质量分数)的墨水印刷到像素坑中,要求薄膜厚度是70nm。小像素坑的最大容积小于满足厚度需求的墨水体积(设液体与基板接触角为70°),即墨水填满像素坑后最大膜厚仍然小于70nm,说明墨水中固体含量过低,需要增加墨水的浓度并降低印刷体积。大像素坑中达到70nm膜厚所需要的墨水体积小于最低润湿体积(设墨水与基板的接触角是15°),即墨水不足以铺满像素坑,说明墨水中固体含量过高,需要降低墨水的浓度并增加印刷墨水的体积。在墨水浓度和液滴体积都确定的情况下,可根据膜厚要求计算每一像素坑需要的墨水体积和墨滴数量。由于液滴体积是由打印头直径决定的,则可以根据像素坑的尺寸需要选择相应的直径的打印头,像素坑尺寸越小,选择的打印头直径越小,技术要求也越高。
墨水成膜过程控制
喷墨打印OLED显示屏的溶液主要是由光电材料和溶剂等组成,需要从流体特性、铺展程度和干燥成膜几个过程考虑墨水的配制:
确保墨水的稳定性,要求溶质的溶解度高或分散均匀,保证液滴稳定以及材料在基板上成膜均匀;
溶液的流变性(粘度,表面张力及剪切速率)需满足喷墨打印设备的要求,并能够形成稳定的液滴,包括液滴无卫星点、重复性好、定位精确等;
溶剂不能挥发得太快,防止干燥后的溶质堵塞打印头导致打印失效。
墨水的可打印性主要是由粘度、表面张力和剪切速率变化量决定的,而分子结构和分子量、固体含量以及选择的溶剂是影响这些物理参数的主要因素。
喷墨打印设备对墨水粘度的要求一般在1~20cP之间。对于聚合物墨水来说,溶质含量越高墨水粘度越大,固体含量一般在0.2%~2.5%(质量分数)之间;对于小分子来说,溶质含量对溶液粘度的影响很小,一般通过选择高粘度溶剂和加入添加剂等方式提高溶液的粘度;溶剂的沸点和表面张力决定墨水的干燥速率及其对基板的润湿性,所以需要选择物理性质适当的溶剂,达到控制溶质在像素坑中的成膜形貌的目的。
墨水在像素坑中铺展的理想情况是:
液体与像素坑基板接触角小,同时与像素边沿接触角大,以保证液体在像素坑之内不会溢出。这种润湿特性是通过对像素基板(如ITO)和其边沿材料(如PI)表面进行处理获得的,包括修饰基板材料的结构、制作基板的工艺及表面处理(如等离子、臭氧或溶液处理等)。液滴在铺满像素坑之后,干燥成膜过程可以用Deegan等人提出的“咖啡环”效应来解释:液滴在基板上铺展时,表面缺陷等原因会引起溶质在接触线处发生“钉扎”作用,液滴会继续保持此铺展形状,由于接触线处溶剂挥发速度快,溶液会从液滴中部向液滴边缘转移补偿挥发掉的溶剂,最终溶质在基板上沉积形成边缘厚中间薄的不均匀薄膜,即“咖啡环”。
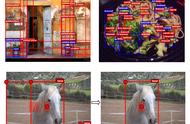
通过加入高沸点溶剂的方法,可降低接触线处溶剂的蒸发速率,还可以形成向内的Marangoni流,使得溶质均匀沉积。上面的图b是白光干涉的三维像素坑照片,从均匀的颜色可看出墨水形成了厚度均匀的薄膜。可以利用白光干涉仪测量沿着像素坑某一方向(长轴或短轴方向)的薄膜厚度分布图。下面两张图是PEDOT:PSS墨水在像素坑中干燥的薄膜沿某一方向的厚度分布图,图a是喷墨打印单一溶剂墨水的结果,薄膜中间均匀、边沿突起,形成了咖啡环结构;

为了抑制这种溶质的不均匀沉积,喷墨打印了重新配制的PEDOT∶PSS墨水(加入高沸点溶剂),边沿墨水干燥时间变长,最终形成了下图b所示的膜厚均匀的分布曲线。