一、980T对刀过程
1、对1号刀(把一号刀设为基准刀),远离工件换刀
[程序]——录入方式——T0100——按[输入]键——再按[循环启动]键
对Z轴:[手动]方式——车Z轴端
一、980T对刀过程
1、对1号刀(把一号刀设为基准刀),远离工件换刀
[程序]——录入方式——T0100——按[输入]键——再按[循环启动]键
对Z轴:[手动]方式——车Z轴端面,X轴方向退出Z方向不变——[录入]方式——G50[输入]键——Z0.0[输入]键——再按[循环启动]键。
对X轴:[手动]方式——车X轴端面,Z轴方向退出X方向不变,移动到安全位置停主轴,测量外径——[录入]——G50[输入]键——X外径值[输入]键——再按[循环启动]键。
2、对2号刀:
[程序]——[录入]——T0200——按[输入]键——再按[循环启动]键
对Z轴:[手动]方式——刀尖碰Z轴端面,碰到即停,——[刀补]——[录入]——光标移止102处,——输入Z0.0按[输入]键。
对X轴:[手动]方式——刀尖碰X轴端面,碰到即停,——[刀补]——[录入]——光标移止102处,——输入X轴外径值,按[输入]键。
3、对3、4号刀的过程与2号刀相同,只是要把光标移至103,104处。
4、检查对刀是否正确:
[程序]——[录入]——T0202——按[输入]键——再按[循环启动]键
——输入X30,Z0.0——按[输入]键——再按[循环启动]键
注意:1、在对2、3、4号刀时,输入值时要加小数点,如测量X外径是28,但输入时要输入28.0,否则对刀失败。
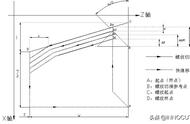
2、对螺纹刀时,先对X轴,再将Z轴退出,向X轴进1个丝,再对Z轴,这样对刀较准确。
3、对刀后不能使用手动换刀键,否则对刀失败,刀补被清除。
二、980T中途崩刀,重新对刀和中途加工是办法。
1、重新对刀:磨好刀具安装好后,清除刀补再一次对刀即可,若为基准刀崩刀,在程序里改成T0101在[刀补]101处输入方法同非基准刀。
2、中途加工方法:在编辑方式下,把光标移到所要加工的程序下,然后再手动方式下转动主轴,开冷却液,最后进入自动方式,按[循环启动]加工。
三、980T刀补的修改
由于第一次对刀误差,可通过修改刀补使工件达到要求尺寸,修改方法:
1、绝对坐标输入法:根据大减小,小加大的原则,在“001~004“处修改,如:2号切刀切槽直径大了0.1mm,而在002处是X3.8,可输入X3.7,减少2号刀补。
2、相对坐标法:如上例:2号刀X轴刀补可输入U-0.1,即可。
,