式中:δ max 为配合的最大过盈量,E a 、Ei 分别为包容的结构件与轴套的材料的弹性模量,C a 、C i 为系数,分别与包容件和轴套的外形尺寸和材料泊松比有关。用P 1、P 2 表示采用冷冻措施前后装配时的最大压入力,用δ 1max、δ 2max 表示对应的最大过盈量。采用冷冻措施前后式(2)、式(3)中的Π 、d f、L f、μ 、E a 、Ei,C a 和C i 都不变,所以

以φ 180H6/p6 配合为例,从理论上对降温68℃前后的最大压入力进行对比。
δ 1max=0.068 mm, 降温68℃时轴套的收缩量e = 0.059, 则δ 2max=δ 1max-e =0.009 mm, 代入式(4)可得

即冷冻68℃后,轴套装配的最大压入力只有原来的13.2%。该压入力仅为理论计算,实际应用中与轴套装入深度x 值有关。所以,不少轴套冷冻装配时仍需敲击,但力度很小,劳动强度不大,轴套也不易歪斜损坏。
4 铜套冷冻装配实际应用
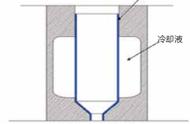
选择工业冰柜作冷冻设备,经生产实践验证,控制温度准确,保温性能好,复合轴套冷缩量稳定统一,还可灵活用电时间,最大程度使用谷电节约成本。以下是采用的冷冻设备参数:
型号:CDW-86V460 型低温冰箱
温控范围 :-40℃~ -86℃
有效容积:458 L
输入功率:550 W
承重:在500 kg 以内
内部尺寸:1 330 mm×500 mm×660 mm
外部尺寸:2 110 mm×885 mm×1 095 mm
通过冷装工艺在港口机械复合轴套装配中的实际应用,结合对冷冻工艺参数的理论分析以及本地区气温及冷冻设备的技术现状,钢基铜套为保证降温差控制在不大于85 ℃,夏季至-65 ℃,冬季至-80 ℃,保证零件整体冻透。
通过应用和试验获得不同材料的冷冻温度所匹配的最优化公差带,原配合为H7/m7, 后优化为H6/p6, 合金铜采用配合为H7/r6, 使装配时压入力减低,效率提升。铜套(钢套)内孔椭圆小于20 um,冻装前需复测图纸尺寸公差要求,作选型配对,防止装入后相应误差需再拆出重装的困难。
做好劳动防护,戴好防护手套,放入冻柜前根据工件尺寸进行合理布置,不宜过密,轴套取出后应迅速装配。所以,提前做好冷冻装配的各项起吊、转运的准备工作。
5 应用效果
冷装工法在港口机械中的应用从开始的部分项目试行到现在项目上逐步推广,提升了装配工艺水平。复合轴套的冷冻装配工艺解决了复合轴套非冷冻装配时受锤击面易损伤、铜套意外碎裂等影响装配质量的问题,提高了操作的安全性,改变了传统的野蛮作业现象。
参考文献
[1] 李妙玲,阎明印,王凡. 冷装技术在机器装配中的应用[J].起重运输机械,2005(7):56-58.
[2] 刘凌,李彬. 冷装工艺方法探索[J]. 煤矿机械,2009,30(9):131-133.
[3] 师昌绪,李恒德,周廉. 材料科学与工程手册( 下卷)[M].北京:化学工业出版社,2003.
[4] JB/T 5994—1992 装配用技术要求[S].