四、注塑机托模界面
进入路径:主界面按F5进入托模界面,再按F2进入托模设定界面

五、注塑机吹气界面
进入路径:主界面按F5进入托模界面,再按F3进入吹气设定界面

六、注塑机中子界面
进入路径:主界面按F6进入中子界面,再按F2进入中一设定界面

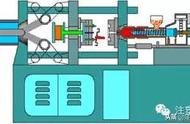
1.中子进退是抽芯用的,就是静模和动模中的一个动作,或在动模或在静模,是根据模具产品的外形定的,比如一个半圆形的球面边缘有洞眼或者其他花型等,产品开模的时候肯定在动模上,有洞眼或者其他花型肯定脱不了模,所以模具设计的时候要有抽芯动作(中子进退功能)把有洞眼或花型的模具铁用抽芯动作抽掉,然后产品就容易脱模了。模具上有油缸的模具多是有抽芯动作(中子进退) 。
拿上述产品注塑机动作是-合模-高压锁模-中子进-注塑-冷却-开模-中子退-顶出。
2.中子在使用时,有时间控制模式和行程控制模式,如果是在试模的状态下,比较简单的抽芯,可以用肉眼来观察模具抽芯是否进出到位,预防拉坏或顶或模具。如需要生产时,如有影响到顶出或影响到产品出模的抽芯,必须使用行程模式(即限位开关)防止抽芯不到位,拉坏或顶坏模具。
七、注塑机调模界面