3.拉长的刻度尺测量物体,物体的测量结果如何变化?
⑴测量结果偏大还是偏小指的是测量值比真实值大还是小。
⑵将刻度尺拉长后,相邻两刻度线之间的距离变大,导致测量值比真实值小。
三、测量值、真实值与误差
1.测量值
用测量仪器测定待测物理量所得到的值。
2.真实值
任何一个物理量都有它的客观大小,这个客观值称为真实值。
最理想的测量就是能够测得其真实值,但由于测量是利用仪器在一定条件下通过人工来完成的,受仪器的灵敏度和精确度、环境以及人的精神状态、操作技能等因素的影响,使得测量值和真实值存在偏差。
3.误差
(1)测量值和真实值之间总会存在或多或少的偏差,这种偏差叫误差。
(2)减小误差的途径:选用精密的测量仪器,改进实验方法,熟练掌握实验技能等。一般在实验中,为了减小误差可采取“多次测量求平均值”的方法。
4.误差与错误的区别
误差 | 错误 | |
产生原因 | 仪器精密度不够或实验方法不完善;估读时的偏差及环境对仪器的影响 | 不遵守测量仪器的规则,或记录结果时粗心大意 |
可否避免 | 不可 | 可 |
如何判断 | 跟真实值差距不大 | 数据与真实值偏大 |
误差永远存在,不可避免,错误可以避免。
例题3:关于误差的说法,正确是( )
A .误差是由于测量中的错误操作造成的
B .只要使用精密测量工具,测量方法正确,就不会产生误差
C .在测量中,应力求准确,避免错误,但误差是绝对不能避免的
D .对一个物体的长度进行多次测量取平均值,可以使测量误差减小为零
【考点】误差及其减小方法
【答案】C
【解析】
AB.误差是在测量过程中产生的,测量值与真实值之间的差异,是由测量仪器和测量方法本身产生的,是不可避免的,不是错误造成的,AB不符合题意;
C.测量中,认真仔细操作,合理使用测量工具就可以避免错误,但误差是绝对不能避免的,C符合题意;
D.对一个物体的长度进行多次测量取平均值,可以使测量误差减小,但不能减小为零,故错误。
故答案为:C
【分析】误差是真实值和测量值之间的差异,是不可避免的;多次测量取平均值,可以减小误差。
四、时间及其测量
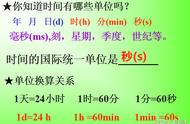
1.在国际单位制中,时间的基本单位为秒(s)。
比秒大的单位有时(h)、分(min),比秒小的单位有毫秒(ms)、微秒(μs)等。它们之间的换算关系为:I h=60 min; 1min=60 s ; 1 s=103ms; 1 ms=103μs。
2.测量工具
时间的测量工具主要有停表、手表、钟表以及古代用的日晷、沙漏等,如图所示。

3.利用脉搏粗测时间
在一些要求不太严格的时间测量中,我们也可以用自己的脉搏(或心率)来测量时间,知道自己脉搏每分钟的跳动次数,再数出做某件事时自己脉搏跳动的总次数,就可以求出做这件事所用的时间了。
五、机械停表的用法及读数
1.机械停表的使用方法
(1)使用前先上好发条,测量时用手握住停表,大拇指按下“开始/停止”按钮,停表指针立即走动,计时开始;
(2)再次按下“开始/停止”按钮,停表指针停止走动,指针指示出两次按压之间的时间间隔;
(3)测量完成,按动“复位”按钮,秒针和分针都弹回原点(零刻度线处)。
2.使用机械停表进行读数与记录数据
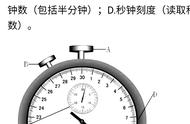
(1)在停表小圆刻度盘上,指示的是分钟,1 min内有2个小格,每个小格代表0.5 min=30 s,小圆刻度盘上的示数只读取整数部分。当小圆刻度盘上的指针在整分刻度线与半分刻度线之间时,大圆刻度盘上的示数在0~30 s范围内;当指针在半分刻度线与整分刻度线之间时,大圆刻度盘上的示数在30~60s范围内。停表的示数为大、小刻度盘读取示数之和。外形如图所示。

(2)停表读数时一般不估读,这是因为机械停表为机械表,其表针的运行是靠齿轮转动的,指针不可能停在两刻度线之间,一定停在刻度线上。
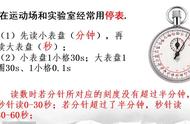
例题4:停表的示数如图所示,则该停表表示的时间是________min________s.

【考点】时间及其测量
【答案】【第1空】3【第2空】37.4~37.6 7
【解析】
停表中的小表盘是以分钟为单位的,每一格表示0.5分钟;大表盘是以秒为单位的,每一小格表示0.1s;小表盘的指针在3分钟到4分钟之间,且超过3.5分钟,大表盘的指针在37.5秒。
故答案为:3;37.4~37.6。
【分析】读取停表的示数,首先要知道大表盘和小表盘的分度值,然后看指针在什么位置,从而得出示数。
六、用刻度尺测量长度
1.实验目的
(1)练习正确使用刻度尺测长度和记录测量结果。
(2)练习估测到分度值的下一位。
2.实验器材
刻度尺、三角板(2块)、铅笔、作业本、物理课本、硬币、细铜丝(或细铁丝,长度约30cm)。
3.实验步骤
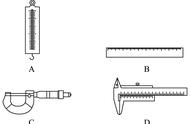
(1)观察使用的刻度尺的量程、分度值、零刻度线是否磨损。
(2)用刻度尺测量铅笔的长度、物理课本和作业本的长度,每项测量三次,并记录测量结果。
(3)测细铜丝的直径。把细铜丝在铅笔上紧密排绕若干圈,记下圈数为n,测量出n圈细铜丝的宽度为L,则一圈的宽度d=L/n就是铜丝的直径。如图甲所示,铜丝绕不同的圈数,测量三次,并记录测量结果。