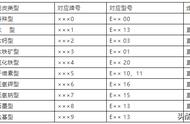
我们常用的焊条有不锈钢焊条、酸性焊条以及碱性焊条。今天给大家看看它们的常见牌号和实际用途。
1、不锈钢焊条
主要从 牌号、 药皮类型、 电流类型、 主要用途 、 规格几方面介绍。
A002
钛钙型、可用直流/交流 ,用于焊接超低碳不锈钢结构,主要规格直径2.5-5.0。
A062
钛钙型、可用直流/交流 ,用于石油化工等设备制造,也可用于压力容器结构,主要规格直径2.5-5.0。
A102
钛钙型、可用直流/交流 ,用于焊接工作温度低于300的耐腐蚀不锈钢,主要规格直径2.5-5.0。
2、酸性焊条
药皮中含有多量酸性氧化物(TiO2、SiO2 等)的焊条称为酸性焊条。
酸性焊条能交直流两用,焊接工艺性能较好,电弧飞溅小、熔渣流动性好、易于脱渣、焊缝外表美观,但焊缝的力学性能,特别是冲击韧度较差,适用于一般低碳钢和强度较低的低合金结构钢的焊接,是应用最广的焊条。
J421
氧化钛型,直流/交流,用于焊接低碳钢结构,适用于薄板以及短焊缝的间断焊、盖面焊等。
J422
钛钙型,直流/交流,用于焊接重要的低碳钢结构和低合金钢。
J502
钛钙型,直流/交流,主要用于16Mn等低合金钢的焊接。
3、碱性碳钢焊条
焊条主要靠碳酸盐(如大理石中的CACO3等)分解出CO2作为保护气体,由于焊缝中的含氢量较低,故碱性焊条又称为低氢焊条。
碱性焊条焊渣中的CAO数量多,熔渣脱S能力强,抗热裂性能较好,由于O和H含量低,非金属杂物较少,故有较高塑性和韧性,及较好的抗冷裂性能;
但是由于药皮中含有较多的CAF2,影响气体电离,所以碱性焊条一般要求用直流电源,用反接法焊接。
只有当药皮中加放稳弧剂才可以用交流电源焊接。
J426
低氢钾型,用于焊接重要的低碳钢和低合金钢。
J506、J507
低氢钾型,用于焊接中碳钢以及低合金钢等。
我是理论君,为大家分享各类焊接知识,期待大家的关注与转发。
,