随着自动焊接技术的迅速发展,焊丝的需求量和品种增长很快,尤其是药芯焊丝的发展速度更加突出。目前国产焊丝已达70余种,我国焊丝和焊剂的产量约占焊材总量的15%左右,中国现有气体保护焊实心焊丝生产企业200多家,气体保护焊实心焊丝行业的发展趋势为产能和产量不断增加、产品质量逐步提高、产品品种日渐完善。所以今天给大家简单介绍下有关焊丝的知识。
一、焊丝定义:焊丝是焊接时作为填充金属或同时作为导电用的金属丝,它是埋弧焊、气体保护焊、自保护焊、电渣焊和气电立焊等工艺方法的焊接材料。

焊丝
二、焊丝的分类1)按适用的焊接方法 埋弧焊焊丝、CO2焊焊丝、钨极氩弧焊焊丝、自保焊焊丝及电渣焊焊丝等;
2)按焊丝的形状结构 实心焊丝和药芯焊丝。药芯焊丝又分为气保护和自保护两种;
3)按适用的金属材料 低碳钢、低合金钢焊丝、硬质合金堆焊焊丝,铝、铜与铸铁焊丝等。
三、焊丝型号焊丝型号是国家标准规定的,能反映焊丝的主要特征。型号包括以下含义:焊丝、焊丝类别、焊丝特点(如熔敷金属抗拉强度、化学成分、保护气体种类、熔敷金属扩散氢含量、熔滴过渡类型等)、焊接位置及焊接电源等。
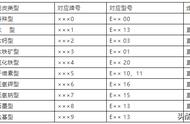
1)实心焊丝的型号
气体保护焊用碳钢、低合金钢焊丝型号。

实心焊丝编码规则
2)药芯焊丝的型号
碳钢药芯焊丝型号是根据其熔敷金属力学性能、焊接位置及焊丝类别特点(保护类型、电流类型及渣系特点等)进行划分。

药芯焊丝编码规则
3)金属粉芯焊丝
金属粉型药芯焊丝的分类归属问题目前没有一个统一的方法。
在日本,金属粉型药芯焊丝包括在药芯焊丝标准之内,当焊丝型号的最后一个字母为“M ” 时,即表示金属粉型药芯焊丝。
美国的焊丝标准中,是将金属粉型药芯焊丝包括在气保焊实心焊丝标准中。
4、焊丝牌号焊丝牌号是对焊丝产品的具体命名,它可以由生产厂制定,也可由行业组织统一命名,制定全国焊材行业统一牌号。
按照国家标准要求,在产品样本或包装标签上注明该产品是“符合国标”、“相当国标”或不加标注(即与国标不符),以便用户结合产品性能要求,对照标准去选用。
每种焊丝产品只有一个牌号,但多种牌号的焊丝可以同时对应于一种型号。
5、焊丝的生产1)实芯焊丝的生产
- 实芯焊丝是热轧线材经拉拔加工而成的。
- 热轧线材在焊接材料生产厂再经过拉拔、镀铜及绕丝等工序,最终制成焊丝。
- 为了防止焊丝生锈,除不锈钢焊丝及有色金属焊丝外,都要进行表面处理。目前主要是镀铜处理,包括电镀、浸铜及化学镀等方法。

焊丝生产流程图
- 细拉后的焊丝应保证一定的强度。
- 焊丝强度太低(即挺度差),送丝不畅,尤其是送丝距离较长时,容易顶弯。
- 焊丝强度太高(即太硬),焊丝不易校直,影响电弧的瞄准度,同时,导丝嘴的磨损加快。
2)药芯焊丝的生产
药芯焊丝由薄钢带卷成接口为对接或搭接的圆形钢管,并在其中填满一定成分的药粉,经拉制而成,其横截面呈“O” 型,气保焊通常以直径1.2mm的细径焊丝为主,兼用2.0~2.4mm的粗径焊丝。堆焊焊丝以直径3.2mm、4.0mm最为常见。
药粉质量与药芯焊丝质量之比,称为药芯焊丝的药粉填充率。填充率的精确控制和恒定是药芯焊丝生产的关键技术。因此,药芯焊丝生产设备中,对填粉机构的要求比较高。

焊丝生产设备
,