人工吹制是玻璃制造中一种最常见,也是最早的制造方法,一件完美的吹制玻璃器皿又是如何呈现在我们的面前,又是具备哪些工具,不妨随着我们文字一块来探寻究竟!

工人对料帽多于部分处理
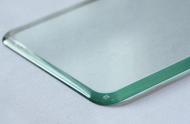
人工吹制成型的基本工序为小泡、大泡、吹成型、定型及炉前热加工,炉前热加工包括切口、扩口、整形等,不同形状的玻璃制品,吹制法的过程是不一样的。玻制品根据操作工艺可以分为爆口产品和开口产品。
爆口产品由冷加工工序对其料帽多余部分进行处理,开口产品出模后,需由另一名技工用另一根吹管取少量玻璃液,粘住玻璃产品的底部,称为“顶泵”。与此同时将口部模具线处断开,重复加热进行炉前热加工。
入窑退火后由冷加工环节对底部进行磨平抛光等操作。故而爆口产品和开口产品最明显的区别在于开口产品底部有顶泵的印迹,而爆口产品口部有研磨的痕迹。

吹满模具后成形
所需配套设施及工具1、吹管:吹制法使用的吹管由铁制管、不锈钢管或镍铬合金管制成,铁制吹管与玻璃液接触时易引入铁质,污染玻璃液。但铁管价格最便宜,所以批量工业化生产时可以在铁制吹管前端焊接一段不锈钢管或镍铬合金管,吹管的前端有直的,也有挑料端面较大的,后端都带有一定的弧面。
第一次取料比前端是直的吹管取料多可以省略吹第一遍小泡的工序,比较适用于使用料棒套料工艺。作为管嘴,由此吹出空气,在吹上装有胶管或木质的套筒是为了防止操作时烫手和增加摩擦而使转动顺利。
装胶管时需要先将吹管加热至红热状态,趁热将胶管套在上面,胶管在热的状态下变软,很容易套在吹杆,确定好位置,胶管变冷,则固定在吹杆上,不会产生滑脱现象。

人工吹制梳理图
2、晾泡机:晾泡机由小电机做动力来源,经链条等带动圆盘转动,使吹管一直旋转,料泡保持圆形,这样仅一个小泡技工就可以很方便地同时控制若干吹管,吹气,定型后由大泡技工取走,一台晾泡机可同时放置两个或者多个吹管。
3、滚料碗:半圆形的铁质空心体为滚料碗,由铸铁滚料碗架支撑,有水通过胶皮管流出冷却滚料碗,工人吹小泡再取料后可在滚料碗上滚成圆形,边吹气边做成大泡供以后的成型用,为防止冷却过快和增加润滑。
可在滚料铁碗内衬多层报纸或黄板纸,红热的玻璃料使报纸炭化,形成炭气层,在玻璃与铁碗之间起润滑作用。国外艺术家常用木制的料碗,一是木制料碗体积小,重量轻,可以手持,方便塑形;二是木头与玻璃泡接触不易产生模痕和冷斑。