电动补偿与手动补偿
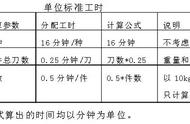
材质——折弯力加工板材的材质也是一个关键因素。与低碳钢相比,不锈钢需要的载荷通常需要增加50%左右,而大多数材质为软铝则要减少50%左右。相关标准的折弯压力参数,可以从折弯机厂商那里得到相关数据,该表显示在不同厚度、不同板材下每1000mm长度所需要折弯力。

材质——折弯力
弯曲半径——吨位规格折弯产品过程中,工件的折弯角半径也是一个要考虑的因素。采用自由折弯时,弯曲半径为V槽开口尺寸的0.156倍。
在自由折弯过程中,V槽开口尺寸应是金属板材厚度的8倍。例如,使用12mm的V槽开口尺寸折弯1.5mm低碳钢时,零件的弯曲半径约R=1.9mm。若弯曲半径接近于板材厚度或是小于板材的厚度时,须进行有底下模成型。不过,压底折弯所需的压力比自由折弯大4倍左右。进行自由折弯折弯时,注意上模与下模在冲程底端的空隙,以及使用补偿回弹而使板材保持90°左右的过度弯曲。通常,自由折弯模在新折弯机上产生的回弹角≤2°,弯曲半径等于下模开口的0.156 倍。因此自由上下模具折弯加工的模具角度一般为86 ~ 90°。在行程的底端,上下模之间应有一个略大于板材厚度的间隙。

弯曲半径——吨位规格
成型角度得以改善,因为压底折弯的吨数较大(约为自由折弯的4倍),减小了弯曲半径范围内通常引起回弹的应力。压印折弯与压底折弯相同,只不过把上模的前端加工成了需要的弯曲半径,而且冲程底端的上下模间隙小于板材厚度。由于施加足够的压力(大约是自由折弯的10倍)迫使上模前端接触板材,基本上避免了回弹。为了选择最低的吨位规格,最好为大于板材厚度的弯曲半径作打算,并尽可能地采用自由折弯。弯曲半径较大时,常常不影响成件的质量及其今后的使用。

弯曲半径——吨位规格
精度——智能数控折弯精度是一个需要慎重考虑的因素,这个因素决定了您是选购一台数控折弯机还是一台普通折弯机。选购折弯机要涉及到机械系统硬性指标所使用的精密度,因为从科学的角度来讲,误差是不可避免的,只能尽可能去减小误差。有些工件本身和一些简单的零件在小范围内出现误差都是可以接受的,那这时就没必要追究高精度的折弯机;而有些工件必须是高精确度的,这就需要折弯机精密度很高,更推荐大家购买数控折弯机。