摘 要
模具在工业产品生产中占据十分重要的地位,几乎所有的产品生产过程中都离不开模具。普通冲床的冲压模具,特点是一次落料就能冲压出完整的产品胚料,缺点是自动化程度不高,模具不能通用,一个产品一副模具,劳动强度大,噪音大,适用于小批量产品。随着工业自动化的提高,数控冲压冲床就诞生了,最大的优点就是加工产品灵活多样,模具通用化程度高,精度高,完全实现自动化加工产品,加工效率成倍提升,缺点是噪音大。
数控冲床噪音的产生和传播途径多样,影响因素也多样,通过对噪音源的分析,得出噪音源分为机床运行噪音和冲裁噪音。机床运行噪音是有机床的结构所决定的,这个在实际运行中只能通过定期保养来维护。冲裁噪音是冲压模具与板料之间的冲裁形成的,这个噪音可以通多更改模具结构,设计专用的低噪音模具来实现降低噪音的目的。
本文重点分析噪音源的形成及低噪音模具的设计,在设计低噪音模具时模具材料的选择和模具间隙的设计原则。
关键词:机械设计、材料、结构、低噪音
一、模具的现状及发展趋势
随着近几年我国国民经济的发展,模具工业的发展有了很大的进步,特别是国民经济刚起步阶段,模具设计开发能力差,工艺装备、机械加工能力水平低,模具材料性能低下,不能满足设计寿命要求。随着经济的发展,巨大的市场需求反向推动着模具工业的快速发展。在模具设计及制造、模具材料方面都取得了很大的进步,不仅能满足国民经济发展的需求,还可以对外出口,形成技术输出。
国内模具设计也向大型化,精密、复杂、长寿命、设计自动化方向发展。国内模具设计和技术的发展也朝向高精度、数字智能化,模具研磨抛光自动化,模具设计加工智能一体化等高精尖方向发展。
在国内模具行业高速发展的同时,模具在应用中也暴露出了一些问题。例如:模具在冲床冲压应用上面就暴露出了噪音大的问题,噪音的出现不仅使工作环境变差,还加大了工人患职业病,损伤听力,使听力下降的风险。因此,怎样降低噪音就摆在模具设计者的面前,就衍生出了一种全新的模具设计分支,即:低噪音模具,本文就重点分析低噪音模具的设计。
二、模具噪音来源及分析
数控冲床的噪音分为空载噪音和负载噪音,空载噪音是机床的运行噪音,包含电机噪音、工作机构间隙产生的冲击噪音、离合器和齿轮撞击产生的噪音等。
1、电机噪音
电机作为机床的动力源,早工作时产生的噪音包括电机绕组电磁噪声、机械噪音及空气动力噪音等。电动机的噪音声压等级与电动机的功率、电机转速等有直接关系。电机动的电磁噪音,主要是由交流电产生的交变电磁场相互作用,引发转子和定子产生的振动产生。电磁噪音一般是指高频噪声电动机的空气动力噪声,主要是指冷却风扇的噪声,冷却风扇噪声是主要的噪音源。机械噪音主要包括:运动部件的非平衡力激发产生的噪音和零部件振动时产生的噪音。
2、工作机构间隙噪音
指的是冲床曲柄连杆机构的三对摩擦:曲轴轴颈和曲轴瓦;曲柄颈和连杆大头瓦;连杆小头和滑块球头座以上三部分之间的相互运动产生的。其间隙越大,噪音越大,因此,定期保养冲床和更换磨损的零部件能减少这部分噪音产生,但不能彻底消除这部分噪音。
3、离合器噪音
当离合器瞬间结合时,大部分冲床都会发生"叮当"的噪音。这是滑块、连杆在在往复运动时的惯性力和曲轴的回转时,质量离心力产生的碰撞发出的间断声响。影响离合器噪音因素有:离合器瞬间接合时受到的冲量的大小,在质量一定的条件下,决定冲击速度的高低;还与接触材料本身的刚度和阻尼特性有关。
负载噪音是冲压时产生的噪音,冲压噪音的产生:是物体相互撞击产生的。即:刀具与工件或卸料板与板材件的冲击声,冲压过程中的冲剪噪音。噪音的大小与物体接触的相对运动速度、接触面积、冲击力成正比例关系,即:速度越大,接触面积越大,冲击力越大,所产生的噪音就会越大。
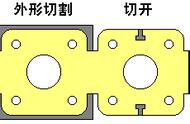
在冲裁时,会产生刺耳的噪音。冲剪过程中,材料因剪切而断裂,由此导致冲头突然卸荷,所形成的声音,噪音产生的过程是上模、板材、下模一起瞬间刚性接触,切割刃口平直,接触面积大,噪音分贝就会高。这是冲床模具加工过程中无法避免的现象。产生现象如图1所示:

如图1 常规模具
通过以上分析,可知噪音的产生及原理,就可以针对的进行处理,以降低噪音,工作机构的噪音可以通过使用高粘度润滑油,增加阻尼,可以使空载噪音下降。还可以增加橡胶塑料或者其他防震垫用螺栓固定。也可以通过改进机床结构,改用斜齿或者人字齿轮传动,就能达到降低噪音的目的。
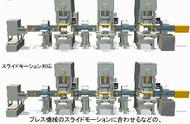
前文所述降低的是机床运行时的噪音,实际冲裁时模具与板材冲击产生的噪音需要通过更改模具结构设计来实现降低噪音的目的。因此,本文将重点分析如何通过更改模具设计来降低噪音的产生。
三、低噪音模具设计
在模具设计中,主要分为凸模、凹模的结构设计。即上下模合在一起,形成一副完整的模具,数冲模具是在常温下对金属材料进行挤压,产生塑性变形。单位面积挤压力大,塑性变形产生的热效应能使模具温度达到200℃,反复磨损,工作条件恶劣。因此,冷冲压模具设计应有足够的刚度、高强度、高耐磨性、高韧性和抗热疲劳等特点。
(一)低噪音模具材料的选用及热处理
1、低噪音模具材料的选用
模具材料的选择应该根据模具时的生产条件和模具工作条件时的需要,结合模具材料的基本性能和相关因素确定,选择适合产品需要、经济上合理、技术先进的材料。选材模具材料的基本原则如下:首先,根据模具种类及其工作的条件,选用的模具材料要满足使用性能和工艺性能要求。其次,根据冲压工件材料和生产批量选用模具材料。最后,模具材料应具有良好的加工工艺性能, 满足锻造、切削加工、热处理等要求。
在冲压模具中,薄板冲裁模具用才具有高耐磨性、高硬度,制造模具又要求有高硬度、高强度、高耐磨性和韧性,热处理时不宜变形及淬火时不宜开裂等性能。因此,制造冲压模具常用的材料有硬质合金、钢材、锌基合金等。但是,冲压模具的常用材料还是以钢材为主,再配合热处理调质处理,以获得需要的性能。
冲裁模具主要是用于各种板料的冲切成型,刃口在工作时受到强烈的摩擦、震动、高压、拉伸和冲击。要求模具要有高的耐磨性,耐疲劳断裂性能和冲击韧性。对模具材料要求很高,根据以上性能,制造冲裁磨具合适的材料有:碳素工具钢、高碳高铬工具钢、高速钢、低合金钢。
(1)碳素工具钢
模具中应用比较多的碳素工具钢是:T10A、T8A,
碳素工具钢中,碳的质量分数范围在0.6%-1.3%内,优点是:原才料来源方便, 加工性能良好,淬火温度低,热处理后获得较高的表面硬度和很好的耐磨性。缺点是:淬透性低,淬火温度范围小,淬火变形大,较大的模具淬透性能差。而且表面淬硬层和中心部分之间的硬度值相差很大,容易使模具在淬火时开裂。主要用于制造尺寸不大、形状简单、受负荷轻的模具零件。
(2)高碳高铬工具钢
高碳高铬工具钢有Cr12和Cr12MoV,Cr12Mo1V1,代号:D2,具有良好的耐磨性,热处理变形小,等优点。应用于大批量生产的模具。
高碳高铬工具钢钢是一种高合金钢,特点是:具有高硬度、高强度、高耐磨性、稳定性高、易淬透、抗压强度高和淬火变形小等优点。这类钢材部分是莱氏体钢, 淬火后会有大量共晶碳化物存在,同时存在大量的残留奥氏体,热处理后变形小,载荷力大,耐磨性高,但是,由于高碳高铬莱氏体钢中存在大量共晶碳化物不均匀的分布,因此,该类钢材韧性较差,容易出现崩裂现象,主要用于制造在高耐磨、微变形、高负荷条件下使用的冷作模具。
(3)高速钢
高速钢是模具钢中最硬的,抗压强度,耐磨性和承载能力都很好,非常适合制造冲压模具。
(4)低合金工具钢
低合金工具钢与碳素工具钢相比较,减少了淬火变形和开裂,提高了淬透性,而且耐磨性好。
冲压模具常用材料推荐如表1所示。
表1 冲压模具常用材料分类
通过以上分析,国内制造冲压模具的常用材料是:高碳高铬工具钢有Cr12和Cr12MoV,原因是拥有良好的耐磨性,热处理变形小,等优点。应用于大批量生产的模具。因此,低噪音模具在材料选用上也选用高碳高铬工具钢,即:Cr12和Cr12MoV任意一种材料即可。
2、低噪音模具的热处理
模具热处理最终锻温度是在850度左右,经最后锻造成型后再高温回火或者球化退火,以提高模具寿命。模具热处理分为三个阶段,即:预备热处理、最终热处理、表面强化三部分。
(1)预备热处理
预备热处理是为随后的机械加工或者最后的最终热处理提供良好的机械性能,组织形态。预备热处理有退火、正火、调质、时效。对改善加工性能,消除应力做准备。
(2)最终热处理
最终热处理的目的是为了提高硬度、耐磨性和强度等力学性能,最终达到提高模具寿命。最终热处理包含淬火、回火、渗碳淬火、渗氮等热处理。
淬火、回火是为了提高模具表面硬度、耐磨性、耐疲劳强度,保持内部韧性和塑性,常用于低碳钢及低碳合金钢。
渗氮热处理是为了提高模具表面硬度、模具耐磨性及模具耐疲劳强度和抗腐蚀性。
(3)表面强化
表面强化热处理分为:表面热处理,表面化学热处理。
化学热处理方法很多,多为渗入不同的元素,使其形成不同的化合物,来强化表面硬度。例如:渗碳、渗氮、渗硼、渗硫、渗铝、渗铬、渗硅、碳氮共渗、氧氮化、硫氰共渗和碳、氮、硫、氧、硼五元共渗及碳(氮)化钛覆盖等。
通过以上分析,模具的材料选用Cr12或Cr12MoV中的一种,那么,根据其材料的特性和热处理特点,选用的热处理工艺路线是:第一步,退火,让工件内部组织完全重结晶。第二步:在180-200淬火,提高模具硬度。第三步,在250-400度进行回火,消除淬火是残留的应力。第四步:渗氮,提升模具表面硬度。
(二)低噪音模具结构设计
凸模设计时根据需要加工工件的特征进行模具设计,但是,在数控冲床上,模具工位是有限制的,一般是18-24个工位不等,也就是一次能最多安装18-24副模具。而工件的形状千奇百怪,一个工件就可能有几十个特征,一次上料冲裁不可能换几十种不同规格的模具。为了能够保证一次装夹模具就能生产出产品,就需要模具的通用化。需对工件的特征进行分解。通过分析,常用的模具特征有:圆形、六边性、凸包、凹包、腰孔等异型模具。通过以上模具特征的不同组合,就可以生产出符合设计要求的产品。也包含通用模具,例如:圆形、矩形、正方形等。常见的上模形状如图2:

图2 常用上模形状轮廓
凸模设计外形大多少是一个不规则的轮廓,考虑选用直通式凸模,特点是便于固定。模具工作时,冲孔凸模冲压工件与凹模一起对工件形成剪切,凸模向下运动,带动被切割的废料向下掉落,形成一次完整的冲裁过程。以德国通快数控冲床模具设计为例,上模的设计分为三部分:上模夹柄、上卡座、模具刀头。之所以有这三部分组成,是因为通快数控冲床模具的19个工位是一样的,安装模具没有工位区别。在这19个工位中随便安装。即:模具刀刃形状不一样外,其余的都是一样的。上凸模结构如图3所示。

1:夹柄;2:上卡座;3刀头
图3 上模
其中
模具夹柄:机床主轴内部夹头锁紧模具,并传递主轴发出的冲裁力。
上卡座:在刀库内部起到固定上模的作用,机床在运动时能很好的固定模具,防止模具脱落。由于模具在工作时需要满足360度的自由转动,因此上卡座需要有缺口,起到定位作用
模具刀头:是整个刀具的核心部分,其作用是冲裁切割工件。
1、冲裁变形过程
在间隙正常、刀口锋利的情况下,冲裁变形过程可分为三个阶段:
(1)弹性变形阶段。变形区域内部材料应以小于屈服力。
(2)塑性变形阶段。变形区域内部材料应力状态满足塑性条件和屈服条件。
(3)断裂分离阶段。变形区域内部材料应力大于屈服强度极限。
首先裂纹产生在凹模刃口侧面的板料,随着冲裁的继续,在凸模的刃口侧面也会产生裂纹,上下裂纹扩展相遇聚合,沿着最大剪切应变速度方向继续发展,材料分离,整个冲裁过程完成。如图4所示: