采用中厚钢板进行冲压、焊接加工而成的冲压焊接式桥壳(简称冲压桥壳)[3]因具有材料利用率高、废品率低、生产率高及质量相对较轻的特点,故在中型商用货车上广泛应用。
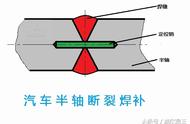
冲压桥壳焊接总成在由焊接机器人进行永久性连接前,需先在组焊夹具上,将图3所示的板簧上座、板簧下座、中桥壳加工总成及贯通轴座孔等部件进行定位装配和手工点焊处理。

图3 冲压桥壳焊接总成示意
1-板簧上座 2-板簧下座
3-贯通轴座孔 4-中桥壳机加工总成
点焊作业时,选择手工焊焊接输出(Stick)的多工艺型焊机WarriorTM 750i CC/CV,装用接地钳和头部封闭式电焊钳。焊材选用φ4mm×400mm的低碳钢通用药皮(手工)焊条ESAB 6013。焊接电流115 15 -15A,电弧电压25V。焊工配装SAVAGE A40焊接面罩和常规重载基本型焊接手套(0700 005 007)。为防止点焊产生的飞溅氧化物黏附在母材上,特在点焊前预先将SDP-DGY型气雾式焊接防溅剂喷涂于飞溅物易落散区。