(报告出品方/作者:长江证券,王鹤涛、王筱茜、许红远、靳昕)
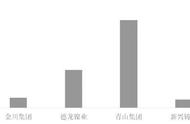
一、前言:能源变革下的红土镍矿 HPAL 湿法冶炼能源变革的大时代,镍作为电动化下的第三种金属,动力电池用镍将随着新能源车终端 需求的爆发及高镍化的逐步推进迎来爆发式增长。而高压酸浸湿法冶炼(HPAL)作为 电池级硫酸镍的重要原料供给来源,将在未来新能源时代下的镍产业链中扮演重要的地 位。但受制于其极高的工艺难度,过去 60 年间除中国中冶巴新中冶瑞木项目外,大部 分 HPAL 项目均未实现达产。基于中冶瑞木的成功经验,我国青山集团、力勤集团、华 友钴业、格林美等企业纷纷加码印尼湿法镍的布局,布局新能源镍原料。HPAL 工艺技 术难点究竟在哪里?历史上 HPAL 项目当前运行情况如何,他们各自成功、失败的原因 所在?如何展望未来 HPAL 项目的全球格局?如何量化测算印尼 HPAL 项目的盈利? 本篇报告作为镍行业跟踪系列的第二篇,将聚焦于红土镍矿 HPAL 湿法冶炼工艺,深度 分析工艺本身及其未来发展的趋势,对以上核心问题作出详细解答。

在全球陆镍资源中,约有 60%是以红土镍矿形式存在。随着不锈钢及新能源用镍需求的 增长,红土镍矿得益于其储量相对丰富,开采难度小等因素已逐渐成为镍资源的主要供 给形式。目前红土镍矿冶炼工艺包括火法、湿法两大方向,一般火法适用于镍含量相对 较高的硅镁型镍矿、湿法适用于镍含量相对较低的褐铁型镍矿。湿法工艺中,相较于氨 浸法和常压酸浸,高压酸浸(HPAL)对镍钴的回收率更高,是湿法发展的主流方向。 但其工艺复杂,容错率低,项目管理人之间的经验差距是项目成败分化的核心原因。
工艺详解:HPAL 是怎样运行的?
湿法工艺 PK:高回收率 HPAL 工艺或将成为未来主流
红土镍矿的湿法冶炼工艺主要包括还原焙烧-氨浸(Caron 流程)、高压酸浸(HPAL)、 常压酸浸(AL)三种。三种湿法工艺各自适用于 MgO 含量不同的红土镍矿,由于 MgO 会造成反应中酸的非必要消耗,进而增加成本,因此 HPAL 一般适用处理 Mg 含量小于 5%的褐铁型矿。HPAL 虽然反应条件较为苛刻,对设备要求严格,且资本开支水平偏 大,但由于其在镍钴回收率上有明显优势,且能耗排放相对较小,是湿法当前及未来的 主流路线和发展方向。
还原焙烧-氨浸工艺又称 Caron 工艺,开始于 20 世纪 40 年代,最先应用于古巴 的尼加罗冶炼厂。该工艺采用火法-湿法联合的流程,先焙烧还原为金属镍、钴, 再进行氨浸浸出并对浸出液进行水解反应除铁,最后沉淀镍钴元素。该工艺对镍矿 的要求较高,适合处理镍赋存状态不太复杂的 Mg 含量大于 10%、Ni 在 1%左右 的红土镍矿。同时由于在铁水解反应过程中会造成大量钴的损失,镍、钴回收率仅 约为 80%、50%左右。因此在实际工业应用中受到较大的限制,全球仅有少数几 个 20 世纪 70 年代建设的冶炼厂采用此工艺,Caron 工艺并未得到广泛推广。
常压酸浸,开始于 20 世纪 60 年代,常被用以处理常规选冶工艺无法经济回收的 难处理、低品位铜资源。常压酸浸工艺简单、投资少、能耗低,但浸出渣量大,酸 耗较高影响后续处理,因此限制了该工艺的大规模工业化应用。镍钴回收率一般在 75%-80%左右。
高压酸浸工艺又称 HPAL 工艺,开始于 20 世纪 50 年代,最早应用于古巴的 Moa 冶炼厂。该工艺一般以稀硫酸为浸出液,在 240-270℃、4-5MPa(约 40-50 倍标 准大气压)的高温高压环境下,调整工艺参数,使镍、钴进入浸出液,大部分的铁、 硅进入渣中,并经过后续中和除杂沉淀得到 MHP(氢氧化镍钴)或 MSP(硫化镍 钴)。HPAL 工艺经过多年发展在工艺设计上取得较大改进,目前全流程镍、钴的 回收率可达接近 96%、94%。随着大型高压反应釜制造工艺逐步成熟,装备水平 提高,高压酸浸的工艺优势将愈发明显,经历几代发展,从资本开支、建设周期、 爬坡周期来看均有大幅改善。HPAL 工艺是未来红土镍矿湿法冶金工艺发展的主 要方向。
高压酸浸(HPAL):四大流程,环环相扣
HPAL 工艺的核心在于在精细参数的控制下保证镍钴在高温高压反应环境下充分浸出, 其整个流程共分为进料准备、高压酸浸、中和剂 CCD 逆流洗涤、沉淀四个部分:
进料准备:使具有一定黏性的红土镍矿散碎,除去矿石中混杂的品位过低的蛇纹石 和黏土,并加入絮凝剂,从而调节矿浆的固体与水的比例,使其与冶炼设备中设置 的工艺参数匹配,为后续冶炼过程做准备。
高压酸浸:高温高压环境是 HPAL 技术的核心,高温可以使化学反应充分进行, 从而提高镍、钴的浸出率,且由于铁离子水解沉淀是吸热反应,只有在高温的条件 下铁离子才能从富含镍钴的浸出液中完全沉淀,同时无任何硫酸消耗;而高压可以 提高液体沸点,维持恒定高温的条件下使矿浆不沸腾,从而使化学反应正常进行。 预热后的矿浆与作为浸出液的稀硫酸在 240-270℃、4-5MPa(约 40-50 倍标准大 气压)的高温高压环境下发生化学反应时,镍、钴会充分反应进入浸出液,回收率 可达 95%以上,而铁在析出后会通过彻底的水解反应沉淀至废渣,且铁析出再沉 淀的过程中无任何硫酸消耗,极大的节约了成本。
中和剂 CCD 逆流洗涤:利用浓密机,基于重力沉降的原理,将废渣与富含镍、钴 的母液分离,随后加入石灰石浆,调节 pH 产生弱酸性条件,从而使铁、铝、铬等 水解沉淀,进一步除去母液中的杂质。
沉淀:接入硫化物或氢氧化物面对镍、钴进行沉淀,得到硫化镍钴(MSP)和氢氧 化镍钴(MHP),实现对镍钴的沉淀富集。富集后,对矿浆进行固液分离,得到镍、 钴固体产品,随后对基本不含镍钴的贫液进行尾液处理。

核心难点:设计 运营能力的综合体现
上世纪全球镍供给的主要形式仍为硫化矿,而红土镍矿虽然开采难度较小,但其成分物 化性质的多变使得其对冶炼提出了更高的要求,HPAL 作为红土镍矿冶炼工艺中难度较 为复杂的工艺之一,历史项目大部分均未实现达产。HPAL 冶炼工艺流程长、反应条件 苛刻,其闭环的流程设计导致容错率低、启停成本大,且需要随着矿石成分变化随时调整反应参数,是设计与运营能力的综合体现,具备极强的 Know-how 壁垒;同时其高 强度的资本开支水平也提高了行业门槛,使得试错成本较高,是目前为止有色行业中最 具难度的冶炼工艺之一。通过研究 HPAL 的反应原理并借鉴历史具体案例,我们主要从 三点来阐释 HPAL 的核心难点。
在设计阶段即需对矿石性质有深入认知
HPAL 项目前期设计环节需要极高的对矿石原料的认知水平,根据矿石物理化学性质因 地制宜选择合适的工艺流程及设备是关键。(1)红土镍矿难以通过选矿环节进行富集与 除杂:一般直接以原矿矿浆进入到冶炼反应中,因此红土镍矿的天然成分很大程度上会 决定了冶炼的除杂及富集需求,进而需要适配的工艺流程及参数设置。(2)试错成本较 大:HPAL 项目的建设周期长、投资规模大,投资频度本就不高;同时考虑到其环环相 扣的流程设计,一旦建成后再进行调整或技改都需要较大的成本。因此在项目设计初期 对矿石物化性质的研究及认知程度往往会对项目的产能利用率及综合回收率产生较大 影响。同时由于其对不同矿石的适配性较低,因此匹配大型矿产资源而建的 HPAL 项目 将天然具备更长折旧年限所带来的完全成本优势。以历史上两个典型项目为例:
必和必拓 Ravensthorpe:位于澳大利亚原隶属于必和必拓的 Ravensthorpe 项目 由于对矿石物理性质认识不清,矿石处理环节设备选型错误,导致矿石准备系统运 行不稳定,2007 年 10 月投产后仅开工一年即被迫停产。随后第一量子以 3.4 亿 美元的价格被收购该项目,并追加投资 3.8 亿美元耗时 18 个月重新设计矿石准备 环节,而 2015 年其设备再次出现故障且当时镍价过低,故不断减产至再次关闭;
嘉能可 Murrin Murrin:同位于澳大利亚隶属于嘉能可的 Murrin Murrin 项目由于 实际原料中镍品位与设计品位差距较大,虽然 HPAL 系统对矿石的处理能力已达 到设计能力,但最终产能利用率常年不及 80 %。

容错率低、启停成本大,出色的运营能力及稳定的原辅料保障极为重要
除工艺流程设计外,出色的运营能力也是决定项目维持较好经济效益的关键。HPAL 项 目本质是一个长流程、多参数控制的湿法反应工艺;同时在设计中为了降低能耗,实现最大化的循环利用,反应前后涉及多流程的物料循环。因此相较于火法,HPAL 项目整 体容错率较低,需要各环节的精准一体化配合。而由于红土镍矿成分的多变,在运营中 需要随时根据原料性质波动,对包括矿浆配矿的比例、高温蒸汽的通入速率、硫酸及沉 淀试剂的剂量等各项参数进行及时调整,以保证项目的高效运行。以实际中常遇到的情 况为例:若矿石中镁、铝元素的含量异常升高而管理者未及时做出调整,会依次引发“矿 浆元素配比失调——预热装置中镁铝结垢堵塞——酸矿比失调、高压釜温度压强偏离参 数——镍钴浸出率低——闪蒸环节含镍钴矿浆随蒸汽返回预热装置——沉淀除杂试剂 消耗被动增加”等一系列问题,项目经济效益显著下降。