曾几何时,当你打开一瓶啤酒,清澈透亮的酒体是我们不懈的追求。但是随着精酿啤酒逐步走入人们的视野,走上大众的餐桌,人们惊奇的发现原来浑浊也是一种美,浑浊变成了一种时尚,一种品质的象征。小麦类的浑浊啤酒迅速的普及开来,喝前摇一摇,朦胧美等频繁出现在精酿啤酒的描述中。
但是,看似简单的浑浊啤酒,要做到均匀一致,是非常不容易的,难以想象当你倒出一瓶啤酒时出现絮状丝状的沉淀,这样就很难提升消费*了。所以,要生产均匀一致的啤酒产品,离心机是必不可少的设备。

离心机是利用离心力,分离液体与固体颗粒或液体与液体的混合物中各组分的机械。其在国外应用的比较多,在国内工业啤酒用的比较少,应该还算新生事物。由于造价比较高,维修保养使用需要较高的技术水平。因此在现有的啤酒企业中很少用离心机。那对于想要提高精酿品质,选择一台适合的离心机,对于每一个精酿啤酒从业者来说都是一个难题。
离心机是通过机械设备的高速旋转产生的离心力来实现不同密度物体的分离的。离心机的转速一般达到每分钟几千转,甚至万转。高速的旋转对机械的要求就比较高。因此碟片式离心机的生产和加工只有少数厂家做到。随着中国工业技术的进步,离心机的应用范围越来越广。饮料行业,奶类等都得到了广泛的应用。啤酒行业最初用于酵母回收。降低酒损的需要。对浊度要求越低越好。但浑浊啤酒要求保留一定量的酵母和小分子蛋白质,同时还要求避免氧气对产品的损害。因此只是简单的分离功能已经无法满足啤酒的需要。
现在国内能做离心机的企业也有不少了,但能够满足啤酒生产需要的还很少,大部分市场份额还掌握在老牌欧洲生产商,比如阿法拉伐、基伊埃、安德里茨、福乐伟等在国内都有一席之地。一般来说每个厂家都有自己独有的技术,作为啤酒生产商在选择设备时要根据自己投资预算功能要求等方面综合考虑。
01
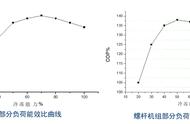
生产能力
生产能力的选择,应该尽量满足流水线生产匹配需要,在相同资金情况下选大不选小,因为离心机能力和价格并不成比例,越小性价比越低。精酿啤酒最小每小时一吨,一般精酿厂每小时5吨,每小时十几吨都是比较常见的能力太大也不合适,离心机一般要求平稳运行几个小时能效才最好,酒损较少,对啤酒损害较小。
02
投资能力
投资能力的选择,一般离心机造价国产在二十万元到百万元,进口设备造价在六七十万元到百万元不等。精酿投资商要根据自己财务预算综合考虑性价比,不一味低价,也不花冤枉钱。
03
技术指标
技术指标的选择,一般发酵结束酒液中的酵母数在每毫升在几千万个,底部酵母数上亿,沉降性好的酵母放置时间长了在几百万左右。分离后的酵母数一般要求在百万以下。大分子蛋白质要求去除,保留小分子蛋白质,啤酒浊度大于2EBC,这就要求离心机转速能够变频调整,适应浊度要求。增氧量是一个关键指标,一般要求离心过程中增氧量不大于10ppb。否则就会对啤酒质量造成损害。控制氧气增量每个厂家有不同的方法,有迷宫时密封,有机械密封,有需要二氧化碳,有的需要脱氧水。精酿厂要根据自己的实际情况进行选择。
排渣方式的选择,离心时离心机内的酵母需要及时排除,根据排渣方式一般有定时排渣和自动排渣两种,定时排渣控制简单,但有可能滞后和提前造成酒损高或者浊度高。自动排渣需要跟浊度计配合,根据浊度自动控制,达到浊度稳定。在离心机系统的配置中,浊度、溶解氧等测量仪器的价值比较高,如果全自动控制价格差距较大。精酿厂要根据实际有选择的进行。如果要求不高,手动或者半自动也是不错的选择。
专业技术人员的支持,与离心机厂家进行谈判交流时,建议请有专业技术能力的人进行协助,只有这样才能真正找到自己合适的设备降低投资风险。提高投资效益,货比三家、看业绩,看实例。到有真正设备运行的厂家进行考察,听取他们的心得,真正掌握第一手资料。
相信大家只要做到了以上几点,就基本能够选择到符合自己要求的离心机了。
04
维护保养
经过前期的工作,选择好了合适的离心机,要发挥出设备的真正价值,那设备的安装、使用、维护保养就变得重要了。一般设备厂都提供一年的免费售后服务,因此在设备安装完成后要尽快投入使用,一方面发挥设备应有的价值,另一方面如果设备方面存在问题,可以很好的暴露出来。协调设备厂家进行及时的改进提高。在设备使用过程中要根据设备要求满足设备平稳运行需要的外部条件,比如水压及流量稳定、二氧化碳压力稳定、酵母含量均匀等。离心机是精密机械设备,如果不能满足工作条件,就难以发挥它的作用,满足不了生产需要,现在因为离心机还是新生事物,各方面认识不足,使用经验也不足。往往造成出现问题双方扯皮现象,而不是从设备本身要求上去积极配合,导致了现在离心机使用过程状况百出、怨声载道。设备损坏、运行不稳、能力不足等经常出现,离心机的使用方和生产方要很好地认识到这一点。通过共同努力把理性把离心机使用维护好,一旦一年保修期过去,再出现问题,就会花费很高的成本才能挽回损失,这样的教训屡见不鲜。