
注意事项
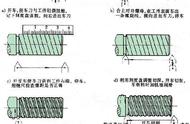
1、避免“乱扣”
【如果后一刀未能准确的落在前一刀已车出的反车的方法螺纹槽中,造成工件报废。】
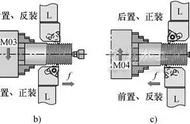
- 若丝杠螺距不是工件螺距的整数位,须用正反车的方法采取倒顺车进行车削.
- 工件与主轴之间的相对位置不能变动。
- 如果换刀或磨刀,则应重新对刀。
2、防止“扎刀”
【加工余量分配不合理,或一次车削的余合理分多,而使螺纹两侧面粗糙严重甚至崩刃。】
- 工件、刀具装夹
- 合理分配余量,选择合适的进刀方法
- 及时退刀。
注意事项
1、避免“乱扣”
【如果后一刀未能准确的落在前一刀已车出的反车的方法螺纹槽中,造成工件报废。】
2、防止“扎刀”
【加工余量分配不合理,或一次车削的余合理分多,而使螺纹两侧面粗糙严重甚至崩刃。】











Copyright © 2018 - 2021 www.yd166.com., All Rights Reserved.