
朋友们大家好我是大俵哥,今天一起来看一下磨钻头的正确方法,简简单单就四步,一分钟就能轻松掌握,让废旧的钻头重振雄“锋”。

第一步:刃口摆平轮面靠
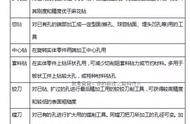
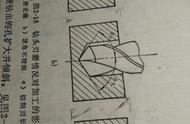
很多朋友磨钻头几下就磨废了,就是因为第一步没有做好,麻花钻的角一般为118°,磨钻头时,先将钻头的主切削刃与砂轮面放置在同一个平面,然后慢慢靠上去。

第二步:钻轴斜放出锋角
斜放的角度,这里说的是钻头轴心线与砂轮面之间的角度,一般取60°左右即可。斜放的时候一定要注意,同时还要考虑到钻头刃与砂轮面的水平位置,两者都要把握好。

朋友们大家好我是大俵哥,今天一起来看一下磨钻头的正确方法,简简单单就四步,一分钟就能轻松掌握,让废旧的钻头重振雄“锋”。
第一步:刃口摆平轮面靠
很多朋友磨钻头几下就磨废了,就是因为第一步没有做好,麻花钻的角一般为118°,磨钻头时,先将钻头的主切削刃与砂轮面放置在同一个平面,然后慢慢靠上去。
第二步:钻轴斜放出锋角
斜放的角度,这里说的是钻头轴心线与砂轮面之间的角度,一般取60°左右即可。斜放的时候一定要注意,同时还要考虑到钻头刃与砂轮面的水平位置,两者都要把握好。












Copyright © 2018 - 2021 www.yd166.com., All Rights Reserved.