钻头在我们的日常生活中很常见,是旋转头部有切削能力的工具,一般用碳钢SK、高速钢SKH2、SKH3等材料铣削或滚动淬火,用于金属和其他材料的钻头加工,可以使用于钻床、车床、铣床,手电钻等工具机上。

硬质高性能钻头怎么磨又快又耐用
对于第一次接触钻头的朋友们来说,不可避免地会怀疑钻头是怎样磨得又快又耐用的。别担心,下面详细说明钻头的种类和钻头是怎样磨得又快又耐用的。也许对你们有帮助
1.刃口应与砂轮表面平整。
在研磨钻头之前,必须将钻头的主切削刃和砂轮面放置在水平面上。也就是说,当刀刃接触砂轮面时,必须研磨整个刀刃。这是钻头和砂轮相对位置的第一步,位置放置后慢慢靠近砂轮面。

2.钻头轴线必须与砂轮面倾斜60°的角度
该角度为钻头的前角,此时角度错误,直接影响钻头顶角的大小和主切削刃的形状和横刃倾斜角。
3. 从刀口向后打磨后面
刀口接触砂轮后,从主切削刀口向后打磨,即从钻头的刀口先接触砂轮,然后沿整个后面的刀面慢慢向下打磨。
4. 钻头刃口应上下摆动,钻头尾部不能翘曲
这是标准的钻头磨削动作,主切削刃应在砂轮上上下摆动,即握住钻头前部的手应均匀地在
砂轮面上下摆动钻头的双曲馀弦值。
5. 保证刃尖对轴两侧的对称性慢慢修正
一边磨一边,另一边磨另一边,必须保证刃口在钻头轴的中间,两边的刃口对称。有经验的师傅对着光看钻头的对称性,慢慢磨。

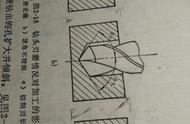
6. 两刃磨削后,应注意直径较大的钻头尖端
钻头尖端有一个平面,影响钻头的中心面,影响钻头的中心定位。有必要在刀刃后面倒角,尽可能减小刀刃尖端的平面。
当然,磨钻头没有一定的定式,需要在实际操作中积累经验。通过比较、观察和反复测试,钻头肯定会磨得更好。
,