对于深孔加工,
你能想到有哪些方法?
相信很多人第一时间会想到枪钻,作为深孔加工的扛把子。加工范围极广:从玻璃纤维、特氟龙等塑料到碳钢、合金钢、有色金属再到高强度合金钢(如高温耐热合金、钛合金)都可用其进行深孔加工。
枪钻最早应用于枪管加工,因卓越的孔加工性能,现在在造船、汽车、发动机、机车、军工、化工机械、油嘴油泵、矿山机械及液压件等行业得到广泛应用。

目录 :
不得不提的枪钻加工精度
深孔加工效率的杠把子
枪钻的分类~
使用枪钻一定要注意的问题!
硬质合金枪钻如何重磨?


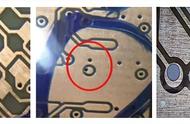
枪钻加工为强制排屑,高压切削油由钻柄进入枪钻内孔,到达切削区,对钻刃进行冷却润滑。铁屑及切削油沿着钻杆“V”型槽排出,也称之为外排屑。
采用适宜的深孔加工机床及切削参数,可以达到如下加工效果:
孔径尺寸: IT6~IT611
内孔粗糙度:Ra0.2~Ra6.3
偏斜度:1/1000 ×孔深 工件固定,刀具旋转
0.5/1000×孔深 工件旋转,刀具反向旋转
尤其是枪钻比较适合那种小直径孔的加工,通常情况下,直径小于10mm的孔,用于枪钻加工是比较妥当的,最有利的是,它可使铁屑顺利排出。
深孔加工效率的杠把子
因为枪钻特殊的刀具结构,在深孔加工时,无需退屑,一次加工到深度。孔深越深,加工效率越能得到体现。依据材料及孔径的不同,加工速度可达到30-100mm/分以上而且枪钻不仅适用于深孔钻专机,也能用于其它传统机床,例如加工中心和数控车床。
(提醒:不同于枪钻专机,加工中心很少采用钻套进行导向。因此,要在加工中心上使用枪钻,首先要在被加工工件上预钻一个导向孔。为了能达到较好的加工效果,导向孔必须满足孔径公差,孔深等方面的要求。)