枪钻的分类

- 工件的夹紧必须安全可靠,并与机床中心同轴,可将工件外圆和端面加工,至少要车出定位面。
- 在加工长工件时,工件和枪钻应使用固定中心架,此外,钻杆还需要有1-3个移动支撑架。
- 工件上的中心孔一定要小于枪钻的直径,如果中心孔的尺寸无法减少,可使用特殊的导向套。
- 开始钻削时,必须使用导向钻套,钻套的内径与钻头直径匹配,钻套的内径要磨至IT6级,工件较短或孔直线度要求不高时,亦可采用在工件上预钻导向孔来导向。
- 钻套是易损件,当钻套内径磨损量大于0.02mm时,该钻套就应该调换,最好使用硬质合金钻套。
- 枪钻加工中常遇到的问题和产生的原因见下表

枪钻最常遇到的问题便是磨损问题,说到磨损无非是要重新修磨一下,这也是目前唯一最简单的办法。由于硬质合金枪钻使用最为普遍,就先详细讲一下硬质合金枪钻如何重磨后更好的投入使用。
硬质合金枪钻的重磨
枪钻的磨削应为定时强制磨削。刃磨时,枪钻需用磨刀夹具夹持及分度,在专用磨刀机上对刀具端刃修磨。
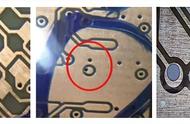
硬质合金枪钻的磨钝标准
当枪钻外刃的后刀面刃带宽度超过下表数值时,枪钻必须进行修磨,以防止因切削力增大造成刀头折断。