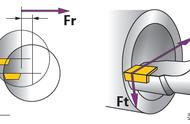
为了验证假设9、假设10 发生的可能性,我们将发生孔偏的零件与切割尺寸合格的零件分别放在检具和夹具上进行了对比。首先放在检具上,惊奇的发现型面尺寸有较大差异,具体表现为左边平面的型面偏小,右边平面型面过大,如图1 所示。这说明了零件的状态存在一定的问题,而合格零件平面的型面均在规定的尺寸范围内。

图1 零件平面型面尺寸
接着,将剩余的零件和发生孔偏的零件拍放在夹具上,不加压头,使零件与夹具处于自然贴合状态,这时靠右侧的平面与夹具的贴合程度不佳,如图2 所示。将切割的合格件放在夹具上,发现零件与夹具的贴合程度很好。

图2 剩余零件不加压头时在夹具上的状态
图1 和图2 均反映出零件的整体状态,平面型面尺寸问题较大。一侧正常一侧偏大,合格平面型面尺寸要求在4.6 ~5.4mm 范围,偏大的一侧则达到了5.6mm,超差0.2mm,导致零件发生翘曲,整体犹如“跷跷板”,只是由于零件的尺寸较长,故肉眼很难区分零件平面型面尺寸是否有异常,而当零件放在检具和夹具上便可轻易察觉。
由于已经找到孔偏产生的原因,剩余未切零件的解决方法就很容易了,首先将未切的半成品零件进行检测,实时记录平面型面的尺寸数值,然后将状态一致的集中归为一类,剩余的23 套均为同一状态,由于出现夹具与零件贴合程度不佳的状况,因此需要重新调整夹具使其与零件完全贴合,然后调整发生孔偏的对应程序即可。修改程序后,连续切割5 套尺寸均满足要求,未出现孔偏的情况。与此同时品质保障部门持续性进行跟踪检测,以确保剩余23 套不再出现孔偏状况。
Cpk 数值验证由于上述分析均为简单单一数据分析,为了增强说服力,从更为科学的实验数据分析角度验证孔偏的原因,现将30 件零件作为样本,将每件零件3个位置各取1 组数据,合计90 组数据,通过计算Cpk数值,从而了解零件制程能力水平,明确制程合格率的高低。
Cpk 的计算公式——Cpk=Cp(1-|Ca|),Cpk 制程能力指数,Ca(Capability of Accuracy):制程准确度;Cp(Capability of Precision):制程精密度。注意:计算Cpk 时,取样数据至少应有20 组数据,而且数据要具有一定代表性。
现将Ca、Cp、Cpk 的定义、计算公式以及等级标准汇总到表5 中,表6、表7、表8 分别为Cpk、Ca、Cp 等级评定及处理原则。
表5 Cpk 总结表

注:USL(Upper Specification Limit):规格上限;LSL(Low Specification Limit):规格下限;
C(Center Line):规格中心;X =(X1 X2 … … Xn)/n:平均值(n 为样本数);
T=USL-LSL:规格公差;σ(sigma)为数据的标准差
表6 Cpk 等级评定及处理原则