一粉丝前两天私信我,老师钻头是怎么对中心的,我看师傅都是把钻头直接手摇到差不多中心的位置,然后测量输入x零点,怎么我这样对中心做出来的产品就是偏的呢?

从上图可以看出钻头打出的孔的确是偏的,至少两边相差0.1毫米以上,其实这位粉丝的师傅对钻头的方法严格意义上是不准确的。
不同对钻头中心的方法根据我在不同的加工厂遇到不同的师傅,他们的对钻头中心的方法大体如下几种:
A师傅:我对钻头中心和对刀是一样的,首先将外圆刀手动车一刀工件外圆,然后测量外径值为30毫米,最后换上钻头的那个刀位,然后使用钻头的外径去触碰工件,假如使用的是直径10.0毫米的钻头,那么x偏置测量就可以输入35.0毫米,这样钻头的零点就在工件中心了。

B师傅:首先使用外圆刀平面留一小点,即是工件旋转中心。钻头也有钻尖,钻头装好后,手动摇x轴和z.轴使工件小点中心与钻尖重合,凭借眼睛大概观察一下,最后在刀具偏置中输入X0。
C师傅:我使用的是四工位刀架,我对钻头中心都是先试用尾座安装中心钻在工件上打一个中心孔,然后利用对刀的钻头同样装在尾座上钻处一个孔,最后让钻头一端插入钻出的孔中,另一端就可以装进刀架治具中了,这样对出的钻头偏差不超过0.05毫米。
D师傅:先把端面平一下,关掉主轴,把钻头摇到距离端面10丝左右,拿手电照着工件端面,你会清晰看到工件中心,水平直视,钻头中心要与端面中心基本水平一致,不够加减垫片(这就是对刀高)。然后垂直俯视,前后移动X轴,钻头中心要与端面中心基本一致,移动Z轴试切工件,观察钻头的两刃切削量,适当微调X轴。
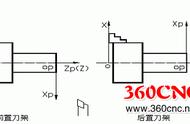
后置刀架找中心余师傅解答:其实以上师傅的方法都是可行的,但是对于精度要求高的产品是不可取的,一般后置刀架对钻头中心都是使用的百分表,百分表带磁铁的一端吸附在主轴上,把表架折弯,刀架的弹簧夹上不是装上钻头,而是装上钨钢棒或者铣刀柄,然后百分表头触碰钨钢棒,旋转主轴的同时可以手动微调刀架的x向位置,直到表针不动为止,说明找到了刀架的中心点,这时在偏置中输入x零即可,有人说这样是不是太麻烦了,其实这样找中心只需要操作一次就可以了,把找到的中心偏置坐标点记住,下次使用钻头活着中心钻得时候直接输入就可以了。
前置刀架找中心对于四工位的前置刀架找中心按照上述打表的方法同样可行,但是考虑到四工位刀架的刀具位置少,刀具需要经常拆下,因此最快的方法就是使用外圆刀平端面留一凸点,然后手摇钻头尖到工件凸点的位置,直接偏置输入x零点就可以了。
你们都是使用什么样的方法对钻头中心呢?欢迎分享
,