一、采煤机简介:
采煤机是实现煤矿生产机械化和现代化的重要设备之一。机械化采煤可以减轻体力劳动、提高安全性,达到高产量、高效率、低消耗的目的。采煤机分锯削式、刨削式、钻削式和铣削式四种:采煤机是一个集机械、电气和液压为一体的大型复杂系统,工作环境恶劣,如果出现故障将会导致整个采煤工作的中断,造成巨大的经济损失.随着煤炭工业的发展,采煤机的功能越来越多,其自身的结构、组成愈加复杂,因而发生故障的原因也随之复杂。双滚筒采煤机综合了国内外薄煤层采煤机的成功经验,是针对我国具体国情而设计的新型大功率薄煤层采煤机。也是我车间主要修理的采煤机。
二、作业流程图

检修作业流程图
流程一 拆卸
一、作业步骤:
1、拆卸采煤机左右摇臂。
2、拆卸采煤机左右外牵引。
3、拆卸采煤机牵引传动箱。
4、拆卸采煤机液压站。
5、拆卸采煤机电控箱。
6、将拆卸好的液压胶管分类存放。
二、注意事项:
1、拆卸过程中注意保护好各零部件,避免造成不必要的损失。拆卸好的零件在存放过程中注意分类保管,以免丢失。
流程二 清洗零部件
一、作业步骤:
1、将拆卸好的零部件用汽油清洗干净。
二、注意事项:
1、在清洗过程中要穿戴好劳防用品,避免汽油溅入眼中。
2、清洗过程中注意零件是否有损坏,如有损坏则应报告车间领导。
流程三 测绘
一、作业步骤:
1、对拆卸好的零部件进行测绘以判断哪些零部件需要更换。
2、对不能继续使用的零部件进行统一申报计划。
二、注意事项:
1、测绘过程中穿戴好劳防用品
2、认真测量零部件的损坏情况。对照图纸确认备件图号、规格、数量,避免错报漏报现象的发生。
流程四 更换备件
一、作业步骤:
1、从综机站领取需要更换的备件。
2、对领取的备件进行测绘,防止备件不合格现象的发生。
3、将领取的备件装入采煤机相关部位。
二、注意事项:
1、操作过程中要穿戴好劳防用品,没有穿戴好劳防用品不得进入现场操作。
2、更换过程中注意不要损坏备件。
3、注意更换备件的型号类别,防止错装备件的情况发生。
流程五 组装
一、作业步骤:
1、确定采煤机各部位是否已全部更换好备件。
2、将需要组装的部位用行车吊装到适当的位置,并加以固定。
3、组装采煤机液压站。
4、组装采煤机外牵引、牵引传动箱。
5、组装采煤机摇臂。
6、将电控箱装入。
二、注意事项:
1、在起吊过程中要佩戴安全帽。
2、组装作业时严格按照钳工操作手册操作,不得违章操作。
3、采煤机各部位按照相关规定填充足量的齿轮油、黄油、液压油。
流程六 调试
一、作业步骤:
1、电工将采煤机与电机连接。
2、对采煤机行走、摇臂进行调试,在调试过程中注意测量采煤机液压系统的压力。
3、调试完成后,保持采煤机持续运行3小时以确保无故障发生。
二、注意事项:
调试过程中注意记录采煤机运行过程中的各项参数,如采煤机的高压低压等。
流程七 油漆
一、作业步骤:
1、擦拭采煤机本体,确保采煤机本体表面干净无油渍。
2、调配油漆。
3、喷涂底漆。
二、注意事项:
外观平整、光亮,颜色一致,不得有漏涂、鼓包、皱皮、脱落、针孔、油漆刷掉鬃等现象。漆膜厚度图纸无明确说明时按110~140um操作 。
流程八 检验出厂
一、作业步骤:
1、联系质检科,提出检验申请。
2、检验合格后出厂。
三、采煤机修理标准
待修的采煤机,在进入车间大修前,首先应清除煤机外表污迹,然后运进,车间,在核查其缺件情况,部件解体后,电机和电控箱送电修车间待修.清洗干净的零部件,在装配前,要进行零部件的清点核查和质量检查,能修复的尽量修复,达到报废标准不可修复的要报废,并列出所有需要更换零件的目录,根据更换件目录领用新备件,以保证检修的质量.
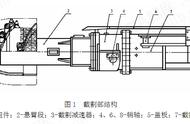
1.截割部(机械传动部)修理标准
截割部一般由摇臂和固定箱两个部份组成.其传动系统为四级减速,其中两级在固定箱内,另两级在摇臂内,第一三级为直齿圆柱齿轮定轴传动,第二级为弧齿轮锥齿轮副传动,最后为2K—H行星齿轮传动.其所有机械部分的检修标准,按照煤炭部《煤矿机电设备检修质量标准》中的采掘设备通用部分有关的条例执行.
2.摇臂
(1)机械传动部分的零部件在组装前,必须清洗干净,任何有毛刺,铁屑,锈迹的零部件不得组装.
(2)摇臂上所有密封件全部更换.
(3)摇臂内轴承,齿轮,轴,花键等修理标准按照相应通用标准执行.
(4)测量所有摇臂孔,机壳镗孔修复后,其轴孔中心距,各孔的平行度,两孔的同轴度,均应符合技术文件的要求.
(5)惰轮组轴孔的磨损量不得大于0.05—0.10MM.
(6)油缸连接摇臂孔的磨损量不得大于0.30MM.
(7)托行星架的轴承杯磨损量不得大于0.10MM.
(8)托行星架固定轴承杯的摇臂座磨损量不得大于0.20MM.
(9)摇臂壳体的所有螺孔必须用适合的螺丝攻修正,断螺栓必须取出,损伤的螺纹孔必须修复,保证其螺纹孔的完好.
(10)加载试运转时间3h.
(11)摇臂油温<65℃.
(12)按规定注入润滑油.
3.行走箱
行走箱包括壳体、轴承、导向滑靴、花键轴、驱动轮、惰轮、齿轮轴组等,左右行走箱通用。
由于采用齿轮销轨式无链牵引,故牵引力大、导向较可靠。齿轨轮与导向滑靴同轴,且可以轴向窜动,因此,采煤机对工作面底板起伏和输送机弯曲的适应性较好。
壳体是整体结构,刚性较大,行走箱与固定箱之间中止口和箱体地面定位,用螺栓紧固。揭开端盖,可以装拆连接驱动轮和行星架的花键轴,这种结构使牵引的机械传动键具有离合功能,给安装机器和处理事故带来方便。拆掉轴承座,可以更换驱动轮。剪掉花键轴,可以更换导向滑靴或齿轨轮组件。
驱动轮和齿轨轮是摆线齿轮。驱动轮的支承在两个轴承上,通过花键轴与行星架相连,花键轴是浮动的,对行星架的浮动和受力有力,齿轨轮相当于一个惰轮,支承在专用的滚子轴承上,轴承内、外圈之间可以自由转动和窜动,齿轨轮组件及导向滑靴可有少量的轴向窜动
(1)轴轴向游隙0.15—0.20MM.
(2)轴轴向游隙0.15—0.20MM.
(3)齿轮副啮合游隙0.30—0.42MM.
(4)齿轮副啮合面H>50%,L>70%.
(5)加载试运转时间3h.
(6)行走箱油温<80℃.
(7)Ⅱ轴安装端盖时,应留足够的轴承游隙在0.15---0.20MM..
(8)如Ⅱ轴或Ⅲ轴的弧齿锥齿轮一个损坏,一般成对更换.
(9)行走箱上连接摇臂铰接部分的两个铜套的磨损量不得大于1MM.
(10)每台截割部都应进行轻载跑合,跑合时间不得少于2小时.试验过程中,不得有异常噪音和温升.
4.牵引传动部
牵引传动部由减速箱,制动器,油马达三部分组成.
(1)更换所有密封件.
(2)为保证制动器可靠制动,摩擦片的磨损检查方法是用深度尺分别测量制动状况和非制动状况的A值,若两者之间差值增至2.7MM(新制动器为1.5MM)时,成组更换摩擦片及挡圈和碟形弹簧.
(3) PGTA拆完毕后,更换所有距离垫.
(4)油马达的试验使用标准按照中华人民共和国机械行业标准<<液压齿轮泵试验办法>>的有关标准执行.
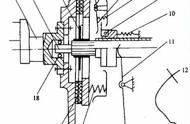
5. 液压制动器
液压制动器由螺塞、外壳、蝶形弹簧、活塞、油缸、内外摩擦片、花键套等组成、内摩擦片通过花键套与牵引机构的制动轴相连,外摩擦片装在牵引传动部壳件上的外壳相连,档进入制动器的控制油压力较大时,活塞移动压缩蝶形弹簧,使内外摩擦片松开而松闸,采煤机正常牵引。当制动电磁阀断电复位,压紧内外摩擦片,产生制动力矩。这种制动器的特点是:摩擦片采用湿式工况(浸在油中),扭矩稳定,工作平稳。
,