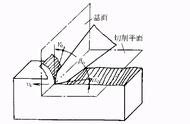
(4)横刃斜角(ψ)
在垂直于麻花钻轴线的端面投影图中,横刃与主切削刃之间的夹角称为横刃斜角。

三、麻花钻的刃磨与修磨
1.麻花钻的刃磨要求
(1)麻花钻的两条主切削刃应该是轴对称的,也就是两主切削刃与钻头轴线成相同的角度,并且长度相等。
(2)横刃斜角为55°。

2.麻花钻的缺陷
(1)主切削刃上各点前角变化很大。
(2)横刃太长。
(3)主切削刃长。
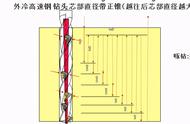
(4)棱边处副后角为零。

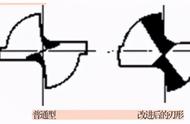
3.麻花钻的修磨
(1)修磨横刃
目的:增大横刃前角,缩短横刃长度,以降低钻削力,提高定心精度,并有利于分屑和断屑,是最常用的修磨方法。
原则:工件材料越软,横刃可修磨得越短;工件材料较硬,横刃应少修磨些。