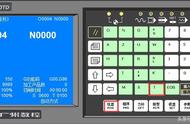
四轴伺服驱动器电流状态
加工中心,Ⅹ,Y轴找零点→打到手轮操作方式→在位置画面→按扩展健找到→伺服监控画面→伺服负载监控画面→一边遥手轮一边看着监控画面→如果看到负载突然增大或一下子出现伺服→410报警→410报警表示停止误差过大→等于顶丝杠了→说明丝杠已经到端部了→如记住1320参数是10→就可以往反方向(退回),15或20个→然后在这个位置用参数1815设置原点→然后把原来记录1320参数→再恢复以前的数值,重新设置原点后,要查看坐标的变化。进行调整。

1241是Z轴原点
加工中心Z轴找零点→把Z轴,机械臂打到扣刀位置→再调到手轮档Z轴→手轮去摇,找到机械臂的换刀点→如刀库(机械臂}换刀位置就是参数号1241里面的数值→这个1241参数里的数值,就是加工中心Z轴零点数值→记录下来(找到Z轴零点),加工中心的Z轴换刀点,也就是Z轴零点。

机械臂此时处于原点位
加工中心,Z轴零点,换刀位置,机械臂在原点位置状态。

Z轴原点
这是加工中心Z轴零点标记,往上走动1mm为最大正限位行程,一般在1320正软限位行程参数里面设置10000。