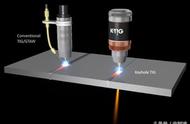
接下来为大家分享薄壁小管氩弧盖面技巧的焊接工艺。薄壁小管的盖面通常分为两种焊接方法,一种是画圆法,另一种是斜拉锯齿。让焊丝的前端半公分平铺于母材的上方,方便持续送进溶池。同时,钨极露出瓷嘴长度不要太长或太短,约为五毫米左右。
·用大拇指和食指捏住氩弧焊把的脖子压低钨极,让钨极带动铁水在母材的上方稍作停留,中间和下方一带而过。注意钨极距离熔池的距离,大概在0.5毫米到一毫米左右,即不粘钨极的情况下越低越好。

如果钨极压低了就会粘钨极,如果钨极太高了就会出现气孔,无法带动铁水,形成不完美的焊道。让熔池融化母材两侧上下的边缘线,约为0.5毫米到一毫米左右,以坡口边为参照物,这样能焊出整齐的焊道。

·把焊道掐成一条直线,即“齐遮百丑”,通过划擦起弧迅速引燃电弧,然后先预热再送焊丝。

本次视频采用50的薄壁小管,壁厚为3.5毫米。焊接电流为95,边焊边转,尽量一口气完成焊接,减少中间接头,这样也能让焊道更加美观。行走速度一定要与电流相互匹配,不要出现忽快忽慢的现象,表面高度约为一到三毫米,符合标准。
希望对新手朋友有所帮助,如果对你有帮助,欢迎点赞、收藏、关注、转发。更多焊接知识请关注主页视频。下期再见。