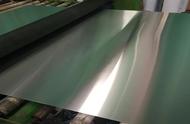
图8 密封片
5.气源连接机构:由气嘴、管箍、接长管、螺帽和备帽等组成,根据实际管道长度进行连接相应长度的连接管。
四.技术关键
1.如何保证导向及前端密封板顺利通过弯头,并使密封片垂直钢管或弯头中心线,随着弯头转弯角度灵活转向,达到良好的密封效果;
2.如何防止装置前端(导向机构和密封片)与金属软管脱离,卡在管中;
3.如何提高内充氩保护效果。
五.解决途径
1.在充气管1/3处安装不锈钢波纹软管,充氩装置前端安装导向机构,并与前端密封片刚性连接。当充氩装置导向机构沿弯头曲率前进使前端密封片垂直中心线达到良好的密封效果,同时不锈钢软管弯曲并带动前端密封片到达设计密封位置。
2.在充气管中安装防脱落软连接机构,当不锈钢波纹软管脱落时,可以通过软连接机构将前端导向机构和密封片取出。
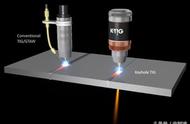
3.通过焊口外贴美纹纸,在焊接过程中,美纹纸在电弧前约10mm处燃烧,极大的降低氩气消耗量,进一步提高了焊接质量。
六.达到的主要技术指标
1.适用于内径Ф60~Ф426 mm直管、弯头、对焊法兰焊缝内充氩。
2.充氩耗气量仅3~5L/min。
七.应用
成果应用情况、取得的经济效益和社会效益、详细测算或评价依据、远景预测
1.成果应用情况
该项革新成果在南八天然气处理厂工程不锈钢管线、弯头、对焊法兰焊接施工中采用本冲压装置和外缠美纹纸的方法(见图9、10、11),收到良好效果。

图9 南八天然气处理厂工程成果应用

图10 使用泡沫海绵内充氩的焊缝