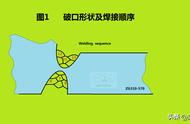
如何选择正确的钢结构焊接方法

一、焊接类别、使用特点以及适用场合的选取
1、电弧焊
(1)焊条电弧焊
交流焊机:设备简单,操作灵活方便,可进行各种位置的焊接,不减弱构件截面,保证质量,施工成本低。焊接普通钢结构,为工地广泛应用的焊接方法。
直流焊机:焊接技术与使用交流焊机相同,焊接时电弧稳定,但施工成本比采用交流焊机高
用于焊接质量要求较高的钢结构
(2)埋弧焊
是在焊剂下熔化金属的,焊接热量集中,熔深大,效率高,质量好,没有飞溅现象,热影响区小,焊缝成型均匀美观;操作技术要低,劳动条件好
在工厂焊接长度较大,板较厚的直线状贴角焊缝和对接焊缝
(3)半自动焊
与埋弧焊机焊接基本相同,操作较灵活,但使用不够方便。焊接较短的或弯曲形状的帖角和对接焊接。
(4)CO2气体保护焊
是用CO2或惰性气体代替焊药保护电弧的光焊丝焊拉;可全位置焊接,质量较好,熔速快,效率高,省电,焊后不用清除焊渣,但焊时应避风
薄钢板和其他金属焊接,大厚度钢柱、钢梁的焊接
2、电渣焊
利用电流通过液态溶渣所产生的电阻热焊接,能焊大厚度焊缝。大厚度钢板,大直径圆钢和铸钢等的焊接
3、气焊
利用乙炔、氧气的混合燃烧的火焰熔融金属进行焊接。焊接有色金属、不锈钢时,需气焊粉保护。薄钢板、铸铁、连接件和堆焊
4、接触焊
利用电流通过焊件时产生的电阻热焊接
钢筋对焊、钢筋网点焊、预埋铁件焊接
5、高频焊
利用高频电阻产生的热量进行焊接。薄壁钢管的纵向焊缝
二、焊剂、电焊机的选择
从以下三个方面介绍:焊剂型号,使用电焊机,适用范围
焊剂130,交直流,用于低碳钢、普通低碳钢焊接
焊剂140,直流,用于电渣焊接低碳和普通低碳钢结构,可改善焊缝力学性能
焊剂230,交直流,焊接低碳钢(用焊丝 H08MnA)和普通低碳钢(用焊丝 H10Mn2)
焊剂253,直流,焊接低合金钢薄板结构
焊剂330,交直流,焊接重要的低碳钢和普通低碳钢,如锅炉、压力容器等
焊剂360,交直流,用于电渣焊焊接大型低碳钢结构和低合金钢结构
焊剂430,交直流,焊接重要的低碳钢结构和低合金钢结构
焊剂431,交直流,焊接重要的低碳钢结构和低合金结构
焊剂432,交直流,焊接重要的低硕钢和低合金钢薄板结构
焊剂433,交直流,焊接低碳钢结构,适用于管道、容器的环缝、纵缝快速焊接
三、焊接电流的选择
焊接类别
焊接电流/A
1、手工焊接
焊条焊丝直径/mm 2.5 焊接电流/A 20~30d
焊条焊丝直径/mm 3.2 焊接电流/A 30~40d
焊条焊丝直径/mm 4.0~6.0 焊接电流/A 40~55d
2、埋弧自动焊
焊条焊丝直径/mm3.0 焊接电流/A 350~600
焊条焊丝直径/mm4.0 焊接电流/A 500~800
焊条焊丝直径/mm5.0 焊接电流/A 700~1000
注:此为平焊,多为立焊、低焊时,电流比平焊减少10%~15%;d为焊条直径
聚氨酯岩棉板,聚氨酯封边岩棉板,金属幕墙岩棉板,金属幕墙板,彩钢岩棉夹芯板,聚氨酯彩钢板,聚氨酯夹芯板,聚氨酯墙面板,聚氨酯屋面板,聚氨酯岩棉夹芯板,聚氨酯玻璃丝棉板,聚氨酯封边岩棉夹芯板,聚氨酯封边玻璃丝棉板,聚氨酯板,聚氨酯PU板
本文选自河南千万间新型建筑材料有限公司,侵删