铸钢件厂家在检测大型铸钢件质量时,会用不同的检测设备来检测是否有质量问题。如磁粉探伤、超声波探伤和渗透探伤等。如铸件出现问题需要焊补时,应根据实际情况操作。如裂纹、断裂、冷隔、缩孔、内部渣孔和缩松、夹砂等铸造缺陷的时,都可使用焊补法。
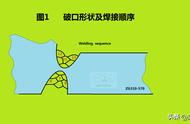
为防止铸件产生变形或裂纹,可根据缺陷的不同来采用不同的焊接。如焊补缺陷较大或没经过预热的焊件,为防止过热和产生裂纹,需在焊完一段或是一层之后就要消除焊肉表面的熔渣,当焊缝稍冷后,再继续焊补。铸钢件厂家在焊补时要尽可能的让铸件焊补部位处于水平位置,这样方便操作;焊补经预热过的高碳钢和合金铸钢件时,在焊补之后应将铸件放置于炉内或是覆盖上石棉板,防止铸件出现裂纹。当缺陷位于比较重要的部位,焊补面积比较大的时,在焊补之后要立即进行回火处理,来消除焊补所产生的内应力。另外除了第 一层和最后一层的焊缝外,每焊一层后进行适当的敲击,以减少内应力。焊缝或在焊缝的周围,如存在气孔和裂纹缺陷的话,要立即进行清理重焊; 大型铸钢件机加工后表面需进行焊补,不需要焊补的面用石棉板遮盖,还有关于铸钢件 产品的其他问题这里就不一一细说了。
,