有很多粉丝跟小编留言说想看二保焊的视频和文章,今天小编就一次性给大家看过瘾!也请大家别误会,小编以后也有会多发关于二保焊的文章和视频的!

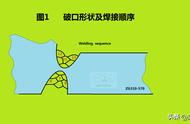
1. 坡口型式
对接平焊、立焊、横焊和平角焊的坡口型式如下图。

为了达到高效焊接的目的,在装配的过程中,装配间隙尽可能满足下限值,减少焊缝金属的熔敷量。坡口面的朝口原则上由分段建造工艺确定,坡口尽量设在方便施焊的一侧。为了方便现场加工,保证坡口角度的准确,经过换算,表1—1给出了板厚与坡口宽度的关系值,供参考选择。

2. 焊接规范
CO2单面焊双面成型工艺的焊接规范是比较灵活的,它与焊工的技能和熟练程度有关。选择焊接规范时应注意焊接电流和电压的匹配,确保焊缝的良好成型。熟练的焊工,能够使用较大电流的焊接规范,以提高劳动生产率。焊接电流最大不宜超过230A(焊丝直径ф1.2)。表4、表5所列焊接参数,可供参考选择。











![裂开高情商回复([裂开][裂开]怎么回)](https://img.yd166.com/uploads/thumb/pgc-image/SGly7un3kKE8df.jpg)