大家好,我是焊接行业的小学生小西。
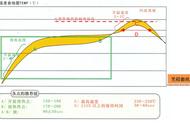
今天为大家分享焊接接头的组成。在日常焊接过程中,通过电流加热将焊条与焊件熔化,从而形成焊缝,它相连接的区域为焊接接头区域。它由焊缝、熔合区、热影响区、母材组成。如下图:

焊缝就是熔焊时焊件经过焊接形成的结合部分。它就是日常焊接过程中,焊接接头的表面中间较母材两边较高的部分。它的成形形态根据焊条运动的轨迹及焊条与母材的角度不同而不同。大家在实际工作中,焊条的运动分为:一字形、锯齿形、Z字形、8字形和其他非常规形。焊条的运动方向又分为:平焊、立焊。那么,通过焊条运动方向与运动轨迹的共同作用,导致焊接的焊道形成的表面状态也不相同。

锯齿形运动轨迹
大家在焊接的过程中,一定要多观察焊接接头区域。焊缝中因为电流大小、焊条角度、焊条角度与运动角度的不同搭配会导致焊接接头区域最后的焊接质量不相同;如焊机的电流过小,可能会造成焊接熔合区内存在大量气泡、夹杂、熔化不充分等情况。通过肉眼直观可以看到焊接表面就会造成焊道两边出现不规则、焊缝中夹杂有药皮、熔化后的焊道两边有“缺肉”等情况。
上面这些情况的出现直接会导致焊件最后的强度达不到原本的要求,或者出现暂时连接较为牢固,可随着使用时间的增加,焊件内部出现裂痕最后导致在焊道处发生断裂。这在我们进行压力容器焊时,是绝对不允许出现的,因此对于打压要求较高的焊接,产品验收时都会对焊接区域进行“探伤”处理。这个“探伤”拍片后就会像大家在医院拍X光照片一样,可以清楚看到焊道表面处存在的气孔、夹杂的具体数量,如果超出标准需要将焊道重新切割开,进行重新焊接,以保证焊件质量。因此,对焊道表面的观察也是对焊接工艺最初步的检验。

焊条、焊条运动方向、焊条与母材角度
接下来给大家说一下焊道的熔合区域,这个区域是在焊接过程中较容易出现裂缝、“吃肉”等情况的区域。当焊机通电后,在电流的强大压力与温度共同作用下,焊条出现熔化同时焊接自身也出现熔化状态,此时两者相互熔合形成了焊接熔合区域。可以说该区域就是我们大家日常焊接时最重要的区域,它决定着最后焊道区域是否可以承载压力、是否合格的根本区域。
大家在焊接的过程中,一定要注意我们不仅要让焊缝成型达到标准,同时焊接熔合区也一定要熔合充分,这样最后焊件的质量才能达到要求。造成该区域是否成型的原因有如下几种:一、电流大小
电流大小直接导致焊条、母材熔化是否充分;
二、焊条直径
相同电流下,焊条直径越大,焊条的电弧电压就越小,因此焊条与母材的熔合程度就越低。
因此,想要得到高质量的焊缝,应该在实际操作过程中掌握好,母材、焊条材质、焊条直径、焊接电流、焊条与焊件角度、焊条运动方向等。
以上这些因素通常在焊接工艺中都有标注,如焊接产品没有焊接工艺图,那么就需要大家根据工作经验,进行现场调节了。这时候最为考验焊工手艺,也是区别水平高低的时候。
今天关于焊接区域的分享就到这里了,希望对刚入门的焊工师傅能有所帮助。整篇分享相对较专业,如果你对其中的部分词无法理解,请先百度如果仍然不能理解可以文章下方留言,小西会抽时间一一解答。谢谢大家。
,