③可以借助双重粗定位机构,使刀架回转平稳。
④具有防水防滑作用。
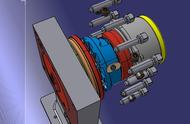
(2)回转刀架的工作过程。机械螺母升降转位式回转刀架的工作过程可分为刀架抬起、刀架转位、刀架定位并压紧等几个步骤。

1)刀架抬起。当数控系统发出换刀指令后,通过接口电路使电动机正转,驱动蜗轮5、蜗杆7带动离合转盘8逆时针旋转,此时由于齿盘3和定轴4上的齿盘处于啮合状态,在离合转盘8转动时,使上刀体产生向上的轴向力,将齿盘松开并抬起,直至齿盘3和定轴4上的齿盘脱离啮合状态,从而带动上刀架和齿盘产生“上台”动作。
2)刀架转位。当蜗杆上的圆套逆时针转过90°时,齿盘3和定轴4上的齿盘完全脱开。此时活动钳2准确进入齿盘3的槽体内,带动刀架体转动。

3)刀架定位。当上刀架转到需要刀位后(旋转90°、180°或270°),数控装置发出的换刀指令使霍尔开关9中的某一个选通,当磁钢10与被选通的霍尔开关对齐后,霍尔开关反馈信号使电动机反转,活动钳2在弹簧力作用下进入齿盘3的槽中进行粗定位,上刀架体停止转动,电动机继续反转,使其在该位置落下,通过蜗杆7使上刀架移到齿盘3和定轴4上齿盘重新啮合,实现精确定位。
4)刀架压紧。刀架精确定位后,电动机允许反转,夹紧刀架,当两齿盘增加到一定夹紧力时,电动机由数控装置停止反转,防止电动机不停反转而过载毁坏,从而完成一次换刀过程。

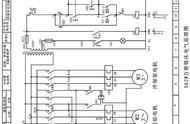
当数控系统发出换刀信号时,首先继电器K6动作,换刀电动机正转,驱动蜗轮蜗杆机构,使上刀体上升。当上刀体上升到一定的高度时,离合转盘起作用,带动上刀体旋转进行选刀。刀架上方的发信盘中对应的每个刀位邰安装有一个传感器(如霍尔开关、感应开关等),当上刀体旋转到某刀位时,该刀位的传感器向数控系统输出信号,数控系统将刀位信号与指令刀位信号进行比较,当两信号相同时,说明上刀体已旋转到所选刀位。此时数控系统控制继电器K6释放,继电器K7吸合,换力电动机反转。活动销反靠在反靠盘上初定位。在活动销反靠的作用下,螺杆带动上刀体下降,贞至齿盘咬合,完成精定位,并通过蜗轮和蜗杆锁紧螺母,使刀架紧固。此时,数控系统控制继电器K2释放,换刀电动机停转,从而完成换刀动作。