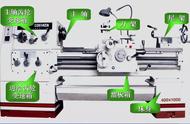
经济型数控车床方刀架是在普通车床四方刀架的基础上发展的一种自动换刀装置,功能和普通四方刀架一样,有四个刀位,能装夹四把不同功能的刀具。方刀架回转90°时,刀具交换一个刀位,但方刀架的回转和刀位号的选择是由加工程序指令控制的。换刀时方刀架的动作顺序是:刀架抬起、刀架转位、刀架定位和夹紧刀架。为完成上述动作要求,要有相应的机构来实现,下面就来说明其具体结构。

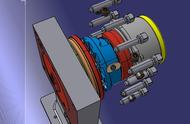
该刀架可以安装四把不同的刀具,转位信号由加工程序指定。当换刀指令发出后,小型电动机1启动正转,通过平键套筒联轴器2使蜗杆轴3转动,从而带动蜗轮丝杠4转动。蜗轮的上部外圆柱加工有外螺纹,所以该零件称为蜗轮丝杠。刀架体7内孔加工有内螺纹,与蜗轮丝杠旋合。蜗轮丝杠内孔与刀架中心轴外圆是滑动配合,在转位换刀时,中心轴固定不动,蜗轮丝杠环绕中心轴旋转。当蜗轮开始转动时,由于在刀架底座5和刀架体7上的端面齿处在啮合状态,且蜗轮丝杠轴向固定,这时刀架体7抬起。当刀架体7抬至一定距离后,端面齿脱开。转位套9用销钉与蜗轮丝杠4联接,随蜗轮丝杠一同转动,当端面齿完全脱开时,转位套正好转过160°,球头销8在弹簧力的作用下进入转位套9的槽中,带动刀架体转位。

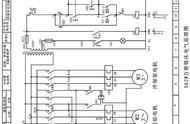
刀架体7转动时带着电刷座10转动,当转到程序指定的刀号时,粗定位销15在弹簧的作用下进入粗定位盘6的槽中进行粗定位,同时电刷13、14接触导通,使电动机1反转。由于粗定位槽的限制,刀架体7不能转动,使其在该位置垂直落下,刀架体7和刀架底座5上的端面齿啮合,实现精确定位。电动机1继续反转,此时蜗轮停止转动。蜗杆轴3继续转动。译码装置由发信体11与电刷13、14组成,电刷13负责发信,电刷14负责位置判断。刀架偶尔出现过位或不到位时,可松开螺母12调整好发信体11与电刷14的相对位置。随着夹紧力增加,转矩不断增大,达到一定值时,在传感器的控制下,电动机1停止转动。

(3)刀架发信盘的工作原理。电动刀架发信盘是固定在刀架内部中心固定轴上,由尼龙材料作为封装的圆盘部件。发信盘的内部根据刀架工位数设有四个或六个霍尔元件,并与固定在刀架上的磁想钢共同作用来检测刀具的位置。
如果本篇文章对你有所帮助,欢迎点个赞或者关注一下,感谢您的阅读,如果您有更好的建议,欢迎在下方评论区留言。