一、编程钻孔流程
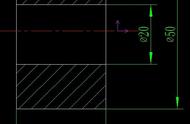
∅20以上的孔较大、所以要用打中心孔的钻头定一下中心孔,或者直接用钻孔的钻头先慢速z-1.0定一下中心。 然后再用G83钻孔循环来编程。因为在G83钻孔循环既可以断屑又可以排屑、及冷却。如果用G1直接钻,则钻头钻不了几个就磨损了。

程序如下:
M3 S600
T0101
G99
M3 S800
GO X0. Z20. M8
Z3.
G1 Z-2 F0.1(先定中心孔)
GO Z80(退刀)
M5
T0202
M3 S800(换2号刀钻孔)
GO X0 Z20
Z3 M8
G83 R0.2(退刀量0.2)
G83 Z-20 Q2000 F0.1(Q2000 每次钻2毫米深退刀)
G80(取消)
G0 Z80 M9
M5
M30
注意:
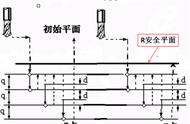
G83是钻3毫米一次然后退到起刀点在进刀3毫米在退到起刀点直刀钻到程序终点值
G74也可以钻孔循环。但G83最常用。一般不推荐用G1直接钻深孔。
G74钻孔编程个G83是一样的。
另外,一:数控车床钻孔如果没有动力刀座的机床,切屑液很关键,一定要喷到水,水量要大,浓度高一点。二:钻头要装好,对刀要对准,旧钻头要磨修磨锋利,通常钻头排屑槽两槽同时排屑最佳。

如果是批量产品,用优钻更适合,优钻可以换刀片,钻孔的精度和表面粗糙度都比较高,可以留较小的余量,有利于孔的精加工。程序是很简单的,类似于这样:
M03 S800 T0101
G0 X0 Z2.0
G1 Z-20.0 F0.1
G0 Z2.0
Z-19.5
G1 Z-33.0
G0 Z2.0
Z-32.5
G1 Z-60.0
G0 Z100.0
M30
,