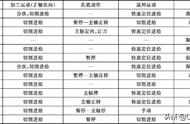
循环号 | 钻孔坐标轴 | 孔加工操作 (负方向) | 孔底操作 | 回退操作 (正方向) | 应用 |
G80 | —— | —— | —— | —— | 取消循环 |
G83 | Z轴 | 切削进给/断续 | 暂停 | 快速移动 | Z向钻孔 |
G84 | Z轴 | 切削进给 | 暂停/主轴反转 | 切削进给 | Z向攻丝 |
G85 | Z轴 | 切削进给 | 暂停 | 切削进给 | Z向镗孔 |
G87 | X轴 | 切削进给/断续 | 暂停 | 快速移动 | X向钻孔 |
G88 | X轴 | 切削进给 | 暂停/主轴反转 | 切削进给 | X向攻丝 |
G89 | X轴 | 切削进给 | 暂停 | 切削进给 | X向镗孔 |
固定循环号 | 定位平面(轴) | 孔加工轴 |
G83 、 G84 、 G85 | X轴 、C轴 | Z轴 |
G87 、 G88 、 G89 | Z轴 、C轴 | X轴 |
G87 Z(U)...C(H)...X(W) R Q P F K Mα
字母含义1.X(U)、C(H)——孔位置数据;
2. Z(W)——孔底坐标,用W表示点R到孔底的距离;
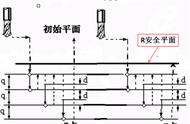
3. R——初始平面到R平面的距离,带符号;
4. Q——每次切削深度,最小设定单位指定,每次调用必须指定;
5. P——孔底暂停时间(毫秒);
6. F——切削进给速度;
7. K——重复次数,默认1次;
8 Mα——C轴夹紧的M代码;
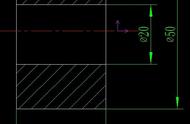
编程实例 如下图在∅120mm圆柱面上径向均布有6个孔,采用车削中心轴向动力刀具以G87进行编程

O0001
N10 M51 ;设定C轴分度方式,主切削运动转成动力刀具
N20 G98 M03 S2000 ;进给率采用mm/min单位,设定钻头转速
N30 G0 X160 ;钻头快速定位到初始平面(径向离外圆柱面20mm)
N40 G87 Z-30 C0 X60 R-15 Q5000 F200 M31 ;循环钻0°位第1孔,M31为主轴夹紧
N50 C60 Q5000 F200 M31 ;循环钻60°位第2孔
N60 C120 Q5000 F200 M31 ;循环钻120°位第3孔
N70 C180 Q5000 F200 M31 ;循环钻180°位第4孔
N80 C240 Q5000 F200 M31 ;循环钻240°位第5孔
N90 C300 Q5000 F200 M31 ;循环钻300°位第6孔
N100 G80 M05 ;取消循环,停动力刀具
N110 M50 ;取消C轴分度方式,主切削运动转成车床主轴
,